Auf einen Blick: Der 3D-Druck von robusten, langlebigen Polymeren ist für Bauteile, die den realen industriellen Einsatzbedingungen standhalten müssen, unerlässlich. Bei der Auswahl des richtigen Materials geht es nicht darum, die „stärkste“ Option zu finden, sondern die Polymeren auf die Anforderungen der jeweiligen Anwendung abzustimmen. Von Zug- und Schlagfestigkeit bis hin zu Temperaturbeständigkeit und Chemikalienbeständigkeit – jeder Faktor beeinflusst die Leistungsfähigkeit. Durch die Auswahl von Materialien auf der Grundlage der Anforderungen des jeweiligen Anwendungsfalls können sowohl Funktionsprototypen als auch Endbauteile sowohl Zuverlässigkeit als auch langfristige Haltbarkeit gewährleisten.
Wenn Sie Teile drucken müssen, die rauen industriellen Bedingungen standhalten, sollten Sie robuste 3D-Druckmaterialien verwenden. Doch es ist nicht immer klar, welche Wahl die beste ist.
Es wäre schön, wenn es einen einzigen, universellen Maßstab gäbe, der die Stabilität / Festigkeit oder Haltbarkeit beschreibt, und Sie einfach das „langlebigste“ 3D-Druckmaterial für Ihre Anwendung auswählen könnten. Die Realität ist jedoch viel komplexer:
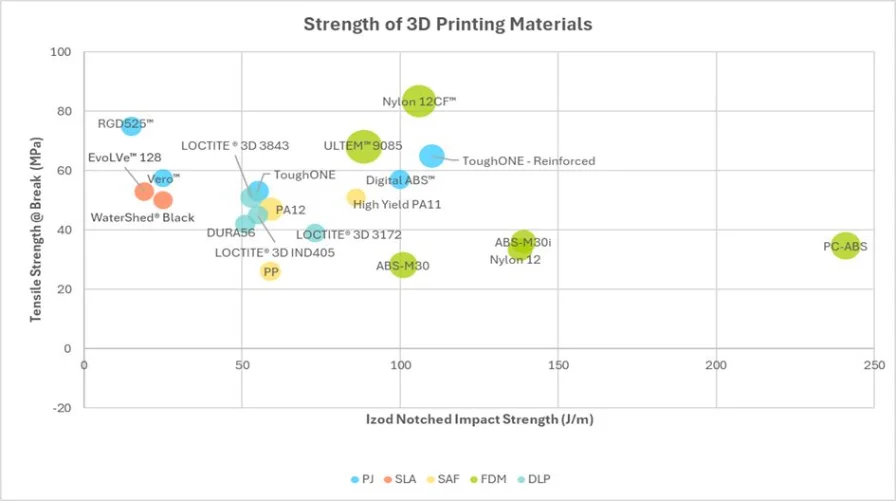
Die obige Tabelle zeigt nur eine Auswahl der von Stratasys angebotenen Materialien, die wiederum nur einen Teil aller polymeren 3D-Druckmaterialien ausmachen, welche natürlich nur einen Teil der Materialien im Allgemeinen darstellen.
Diese Tabelle zeigt zudem nur die Zugfestigkeit, Schlagfestigkeit und Wärmeformbeständigkeitstemperatur dieser Materialien. Es gibt mehrere andere Möglichkeiten, die Festigkeit und Zähigkeit von Materialien zu messen.
Die Auswahl des richtigen Polymers für das funktionale Prototyping oder die Produktion erfordert mehr als nur den Vergleich von Zugfestigkeit oder Temperaturbeständigkeit. Unterschiedliche Anwendungen erfordern unterschiedliche mechanische Prioritäten, und es ist entscheidend zu wissen, wie diese Werte zu interpretieren sind.
In den folgenden Abschnitten definieren wir zentrale Leistungskennzahlen – wie Stabilität, Steifigkeit und Zähigkeit – und vergleichen, wie sie sich bei den verschiedenen 3D-Drucktechnologien unterscheiden. Dies hilft Ihnen, die Kompromisse zu erkennen und die beste Lösung für Ihre Anwendung zu finden.

Stabilität, Steifigkeit und Zähigkeit sind wichtige Eigenschaften eines langlebigen Materials. Aber was bedeuten diese Begriffe eigentlich? Wie entscheiden Sie bei der Auswahl eines langlebigen 3D-Druckmaterials, welche Eigenschaft Priorität haben soll?
Wenn Sie langlebige Teile benötigen, wählen Sie ein 3D-Druckmaterial auf der Grundlage der oben genannten Eigenschaften, um die Zuverlässigkeit und Langlebigkeit Ihrer gefertigten Teile sicherzustellen. Neben den Materialspezifikationen sollte auch die zugrunde liegende 3D-Drucktechnologie einen wesentlichen Einfluss auf Ihre Entscheidung haben.
Werfen wir also einen Blick auf robuste 3D-Druckmaterialien in den folgenden Kategorien:

Wenn man an „robuste 3D-Druckmaterialien“ denkt, kommen einem wahrscheinlich zuerst FDM-Filamente in den Sinn, was durchaus Sinn macht. Das Fused Deposition Modeling ist bekannt für einige der robustesten 3D-Druckfilamente, die es gibt.
|
Material |
Kerbschlagfestigkeit (J/m) |
Bruchdehnung (%) |
Zugfestigkeit bei Bruch (MPa) |
Biegefestigkeit bei Bruch (MPa) |
HDT bei 264 psi (°C) |
|
PC-ABS |
241 |
4,7 |
34,7 |
(kein Bruch) |
112 |
|
ABS-M30i™ |
139 |
4 |
36 |
61 |
82 |
|
Nylon 12 |
138 |
30 |
33,4 |
(kein Bruch) |
75,3 |
|
Nylon 12CF |
106 |
2,4 |
83,5 |
153 |
154 |
|
ABS-M30™ |
101 |
8,1 |
28,1 |
(kein Bruch) |
99,9 |
|
ULTEM™ 9085 |
88,5 |
5,4 |
68,1 |
104 |
172,6 |
Sie werden feststellen, dass es hier klare Kompromisse gibt. Wenn Sie das robusteste Filament in Bezug auf Stürze oder allgemeinen Verschleiß suchen, sollten Sie sich für PC-ABS entscheiden. Wenn Sie eine gewisse Duktilität benötigen, ist Nylon 12 die bessere Wahl. Wenn Sie sehr hohe Stabilität / Festigkeit und hohe Temperaturbeständigkeit benötigen, ist ULTEM™ wahrscheinlich am besten geeignet.
Ein Ingenieurbüro verwendete Nylon 12CF, ein Material mit Kohlefaseranteil, zur Herstellung einer leichten, hochfesten / hochstabilen Halterung für maritime Satellitenantennen. Die hohe Zugfestigkeit und Festigkeit des Materials in Kombination mit der großen Baukammer des F900-Druckers machten es zur idealen Wahl für diese Anwendung. Die 3D-gedruckte Antennenhalterung senkte die Produktionskosten um 20 %, verkürzte die Produktionszeit um 75 % und reduzierte das Gewicht des Bauteils um 38 %.

Ein weiterer wichtiger Punkt bei FDM: Das Material ist in der Regel nicht isotrop. Es ist innerhalb jeder einzelnen Schicht stabiler als über die gedruckten Schichten hinweg. Aus diesem Grund gibt es meist zwei separate Spezifikationen: eine für die XZ-Stabilität und eine für die ZX-Stabilität. (Die oben angegebenen Spezifikationen beziehen sich auf die XZ-Richtung. Datenblätter mit vollständigen Spezifikationen finden Sie hier.)
Die FDM-Technologie ist ein klassisches Beispiel für einen Min-Max-Ansatz. Wenn Sie etwas Robustes und/oder Großes drucken müssen, ist sie oft die beste Lösung. Darüber hinaus gehören FDM-Maschinen in der Regel zu den am einfachsten zu integrierenden und zu erlernenden Geräten.
Wenn das Aussehen entscheidend ist, ist die FDM-Technologie möglicherweise nicht die beste Lösung, da sie dazu neigt, sichtbare Schichtlinien auf dem gedruckten Teil zu hinterlassen. FDM ist auch ungeeignet für den Druck von Teilen mit mehreren Farben, Materialien oder sehr hochauflösenden, filigranen Details.

Die PolyJet-Technologie wurde in der Vergangenheit im Vergleich zu FDM-Technologie als das genaue Gegenteil angesehen. Während FDM-Technologie auf Stabilität / Festigkeit optimiert ist, wird PolyJet wegen seiner Ästhetik bevorzugt.
PolyJet kann mehrere Farben und Farbmaterialien in einem einzigen Druckvorgang verarbeiten. Es zeichnet sich durch eine sehr hochauflösende Verarbeitung aus (Schichtstärke bis zu 14 μm).
Was die Zähigkeit angeht, ist PolyJet jedoch in der Regel nicht die erste Wahl. Dies hat sich mit der kürzlichen Einführung des Materials ToughONE jedoch etwas geändert. ToughONE bietet eine einzigartige Kombination aus Stabilität / Festigkeit, Zähigkeit und hohem Oberflächenfinish. Es kann mit Farben und verschiedenen Materialien für das funktionale Prototyping und sogar für die Herstellung von Endteilen verwendet werden.
|
Material |
Kerbschlagfestigkeit (J/m) |
Bruchdehnung (%) |
Zugfestigkeit (MPa) |
Biegefestigkeit (MPa) |
HDT bei 264 psi (°C) |
|
Vero® |
20–30 |
10–25 |
50–65 |
75–110 |
45–50 |
|
ToughONE™ |
90 |
47–58 |
48–53 |
77–87 |
59–62 |
|
ToughONE Verstärkt |
90 |
22–36 |
61–63 |
85–87 |
75–77 |
|
Digital-ABS™ |
90–110 |
25–40 |
55–60 |
65–75 |
51–55 |
|
RGD525™ |
14–16 |
10–15 |
70–80 |
110–130 |
55–57 |
PolyJet eignet sich ideal für Anwendungen, bei denen hohe Präzision, feine Details und ein glattes Oberflächenfinish entscheidend sind. Es ist besonders gut geeignet für:

SAF (Selective Absorption Fusion) ist eine Art der powder bed fusion (PBF), die ebenfalls einige robuste Materialien bietet:
|
Material |
Kerbschlagfestigkeit (kJ/m²) |
Bruchdehnung (%) |
Zugfestigkeit (MPa) |
Biegefestigkeit (MPa) |
HDT bei 264 psi (°C) |
|
Nylon PA12 |
4,17 |
11 |
47 |
54 |
77 |
|
Hochleistungs-PA11 |
7,4 |
30 |
51 |
51 |
47 |
|
Polypropylen |
3,5 |
22 |
26 |
28 |
56 |
Auch hier gibt es einen klaren Unterschied zwischen 3D-Materialien, die sehr starr (hohe Biegefestigkeit) und robust (hohe Schlagfestigkeit) sind. Auch die Temperaturbeständigkeit ist hier ein wichtiger Faktor.
Ein Servicebüro für Fertigung nutzte SAF zur Herstellung von Teilen für die Luft- und Raumfahrtindustrie, darunter Fertigungswerkzeuge und -vorrichtungen, Werkzeuge und -vorrichtungen sowie Endbauteile und Produktionsteile. 3D Composites bevorzugte Nylon PA12 aufgrund seiner Festigkeit, Formgenauigkeit und Stabilität. SAF ermöglichte eine Großserienfertigung mit gleichbleibender Qualität, wodurch die Kosten pro Teil und die Vorlaufzeiten gesenkt wurden, sodass das Unternehmen enge Produktionsfristen einhalten konnte.
SAF ist bekannt für seine hohe Wiederholgenauigkeit und niedrigen Kosten pro Teil. Hunderte von Teilen können in einem einzigen 12-stündigen Druckvorgang gedruckt werden, was jährliche Produktionsmengen im fünfstelligen Bereich ermöglicht. Zusammen mit den hervorragenden Werten für Stabilität und Festigkeit eignet sich diese Technologie daher besonders für die Produktion mittlerer bis hoher Stückzahlen.
SAF wird nicht für Anwendungen empfohlen, die eine sehr glatte Oberfläche erfordern. In diesen Fällen sollten Sie sich besser für eine PolyJet-, SLA- oder P3-DLP-Lösung entscheiden.

P3-DLP-Drucker sind bekannt für ihre seltene Kombination aus hervorragender Stabilität / Festigkeit und Materialleistung sowie außergewöhnlichem Oberflächenfinish und Genauigkeit. Dies macht sie perfekt für Fertigungshilfsmittel und andere Kleinserienfertigungen, bei denen die Teile robust genug für den täglichen Gebrauch sein müssen, gleichzeitig aber auch ein hohes Maß an Oberflächenfinish und Genauigkeit erfordern.
|
Material |
Schlagfestigkeit (J/m) |
Bruchdehnung (%) |
Zugfestigkeit (MPa) |
HDT bei 66 psi (°C) |
|
LOCTITE® 3D 3172 |
73 |
105 |
39 |
51 |
|
LOCTITE 3D 3843™ |
53 |
43 |
51 |
63 |
|
LOCTITE 3D IND405™ |
51 |
101 |
45 |
53 |
|
DURA5™6 |
55 |
78 |
42 |
52 |
Wir können den Abschnitt „Wann man es verwenden sollte“ hier überspringen, da es in so vielen Fällen gut funktioniert, dass es eigentlich einfacher ist, einfach zu sagen, wann man es nicht verwenden sollte. Es gibt im Wesentlichen nur zwei Bereiche, in denen P3 DLP unterdurchschnittlich abschneidet:
Sobald Sie eine gute Vorstellung davon haben, welche 3D-Drucktechnologie Ihren Anforderungen am besten entspricht, müssen Sie noch das richtige Material für die additive Fertigung auswählen. Dabei sollten Sie die verschiedenen Eigenschaften des Materials berücksichtigen:
Wenn Sie sich jemals über mögliche Materialspezifikationen für Ihr nächstes Projekt Gedanken machen, wenden Sie sich an unsere Experten, um alle Einzelheiten Ihres Projekts zu besprechen. Dafür sind wir da.
