
DLP® ist eine Lichtprojektionstechnologie. Der DLP-3D-Druck wird eingesetzt, um hochpräzise Teile mit glatten Oberflächen herzustellen, wobei Hochleistungsmaterialien verwendet werden, die den hergestellten Teilen funktionale Eigenschaften verleihen.
Dadurch eignet sich die Technologie hervorragend für die Produktion von Teilen - eine gute Alternative zum Spritzgießen für die Herstellung von Kleinserien.
DLP ist ein digitales Verfahren zur Projektion von Licht, das heißt, es steuert einzelne Pixel auf dem Bildschirm: Farbe, Helligkeit und Kontrast. Im Kern verwendet DLP ein digitales Mikrospiegelgerät (DMD), um Licht zu den gewünschten Pixeln zu reflektieren.
Ein DMD wurde erstmals 1987 von Texas Instruments entwickelt und besteht aus Tausenden von mikroskopisch kleinen Spiegeln. Zehn Jahre später nutzte Digital Projection diese Technologie, um den ersten DLP-Projektor zu entwickeln
Der Projektor kann jeden Spiegel einzeln ansteuern, um das Licht entweder zur Leinwand hin oder von ihr weg zu reflektieren (zu einem Strahlenkanal). Außerdem können die Spiegel schnell ein- und ausgeschaltet werden, um die effektive Helligkeit der Farbe (oder der Graustufen) zu verringern.
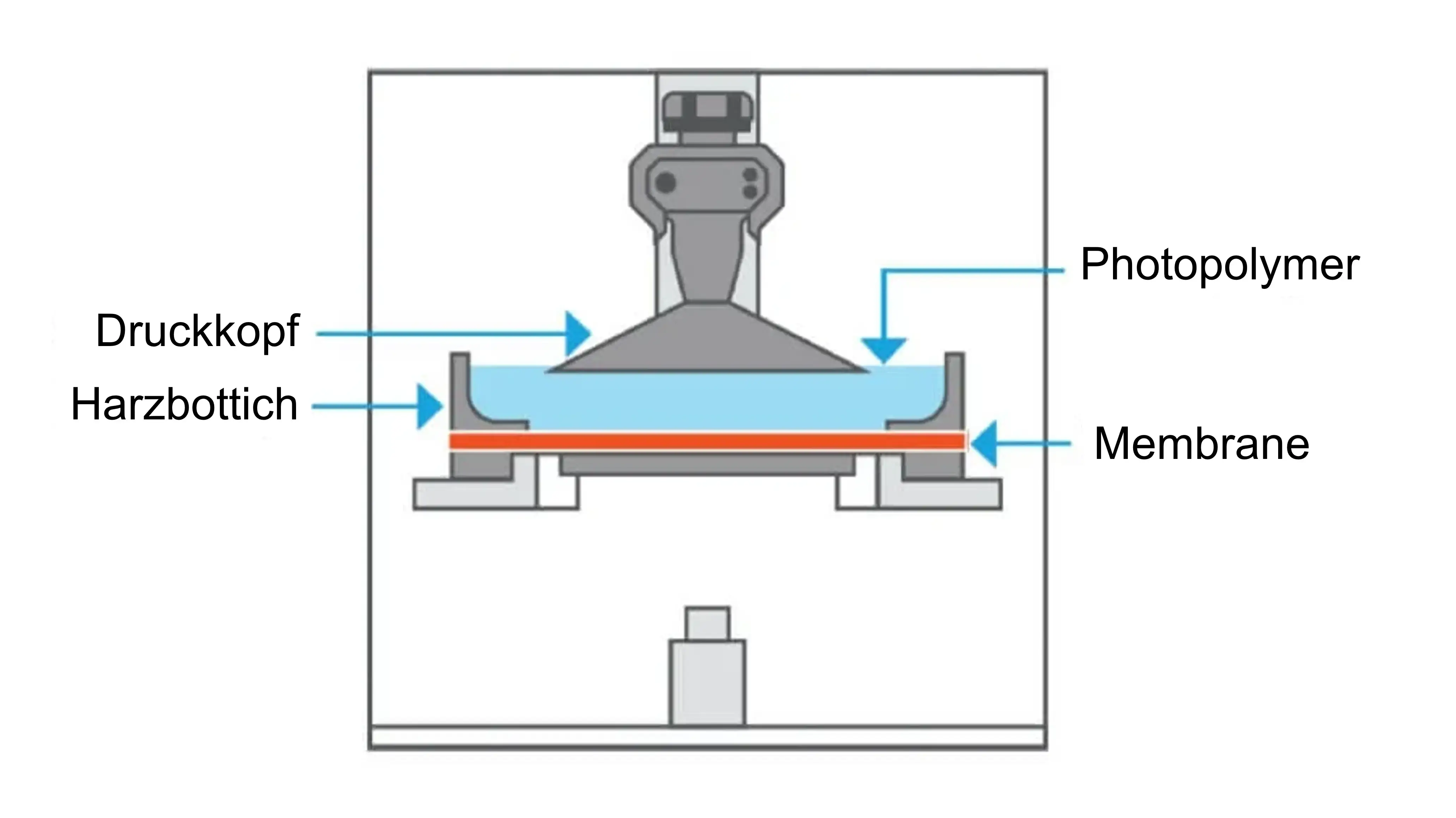
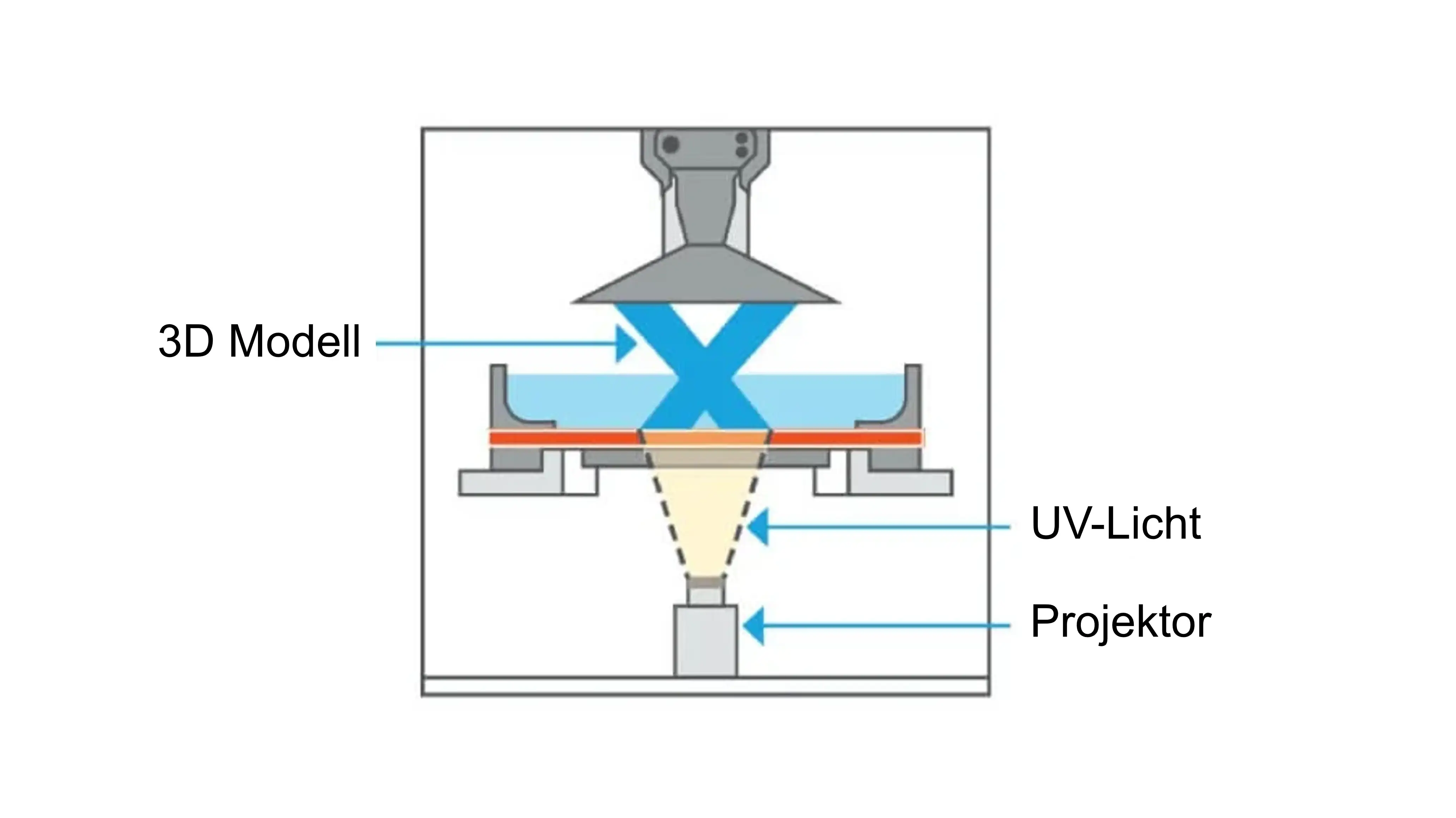
Bei DLP-Druckern ist der eigentliche DLP-Projektor nur eine Komponente (wenn auch eine wichtige) in einer komplexen 3D-Druckmaschine. DLP-3D-Drucker haben vier Hauptkomponenten:
Hier sehen Sie, wie sie beim Drucken eines 3D-Teils zusammenwirken:

Additive Fertigung (AM) kann auf verschiedene Weise kategorisiert werden, aber am einfachsten ist es vielleicht, mit dem verwendeten Material zu beginnen. Grob vereinfacht sind dies die Materialkategorien:
 Alle Kunststofftypen durchlaufen eine Veränderung von einem flüssigeren oder formbaren Zustand zu ihrem "Endzustand". Der Hauptunterschied zwischen Thermoplasten und Duroplasten ist die Reversibilität dieser Veränderung. Thermoplaste durchlaufen einen vollständig bidirektionalen Prozess, wenn sie aushärten oder in einen "dauerhaften" Zustand übergehen.
Alle Kunststofftypen durchlaufen eine Veränderung von einem flüssigeren oder formbaren Zustand zu ihrem "Endzustand". Der Hauptunterschied zwischen Thermoplasten und Duroplasten ist die Reversibilität dieser Veränderung. Thermoplaste durchlaufen einen vollständig bidirektionalen Prozess, wenn sie aushärten oder in einen "dauerhaften" Zustand übergehen.
Dieser Prozess kann rückgängig gemacht werden, um das ursprüngliche Rohmaterial wieder herzustellen. Im Gegensatz dazu werden Duroplaste - wie der Name schon sagt - an Ort und Stelle ausgehärtet. Sobald der Kunststoff ausgehärtet ist, kann er nicht mehr in seinen ursprünglichen Zustand zurückversetzt werden.
Eine andere Betrachtungsweise ist, was passiert, wenn Wärme auf den verfestigten Kunststoff einwirkt:
Jede additive Fertigungstechnologie funktioniert (in der Regel) nur mit einer bestimmten Materialkategorie.
ISO erkennt sieben große Gruppen von AM-Technologien :
|
ISO-Begriff |
Variationen |
Verwendete Materialkategorie |
|
Bindemittelausstoß |
|
Metall (und andere Nicht-Kunststoffmaterialien) |
|
Gezielte Energiedeposition |
LDW, EBAM, OBJEKTIV |
Metall |
|
Materialextrusion |
FDM |
Thermoplastische Kunststoffe |
|
Materialausstoß |
PolyJet |
Duroplast |
|
Pulverbettfusion |
SAF |
Thermoplastische Kunststoffe |
|
Laminierung von Bögen |
|
Metall |
|
Bottich-Photopolymerisation |
SLA, DLP, LCD |
Duroplast |
Aus dieser Übersicht geht hervor, dass DLP am engsten mit anderen Formen der Bottich-Photopolymerisation verwandt ist. Dennoch ist es sinnvoll, alle Formen des 3D-Drucks von Polymeren zu vergleichen, um festzustellen, wann die DLP-Methode am besten geeignet ist und wann andere Verfahren vorzuziehen sind.
Jede Methode der additiven Fertigung hat ihre Vor- und Nachteile, und DLP ist da keine Ausnahme. Dennoch ist DLP vielleicht die beste Allround-Technologie. Bei den meisten AM-Technologien gibt es einen klaren Kompromiss zwischen Ästhetik und Leistung.
Das Fused Deposition Modeling (FDM) zum Beispiel zeichnet sich durch hohe Festigkeit, Leistung und Haltbarkeit aus. Allerdings sind die Genauigkeit und die Oberflächenbeschaffenheit für bestimmte Endanwendungsteile nicht ausreichend. PolyJet hingegen bietet eine Oberflächenbeschaffenheit, Textur und Farbe, die in ihrer Klasse einzigartig ist.
Die meisten PolyJet-Materialien halten jedoch nicht dem Test der Zeit stand. Jede dieser (und anderer) additiven Fertigungstechnologien ist für bestimmte Anwendungen hervorragend geeignet und sollte natürlich in diesen Fällen eingesetzt werden
DLP hingegen kombiniert eine sehr gute Teilequalität mit funktionalen Materialien und niedrigen Kosten pro Teil.
Weitere Vorteile sind:
Schauen wir uns die Vat-Photopolymerisation und ihre verschiedenen Formen genauer an.
SLA teilt viele Funktionen mit DLP:
Die Hauptunterschiede liegen in der Art der UV-Quelle und der Druckrichtung:
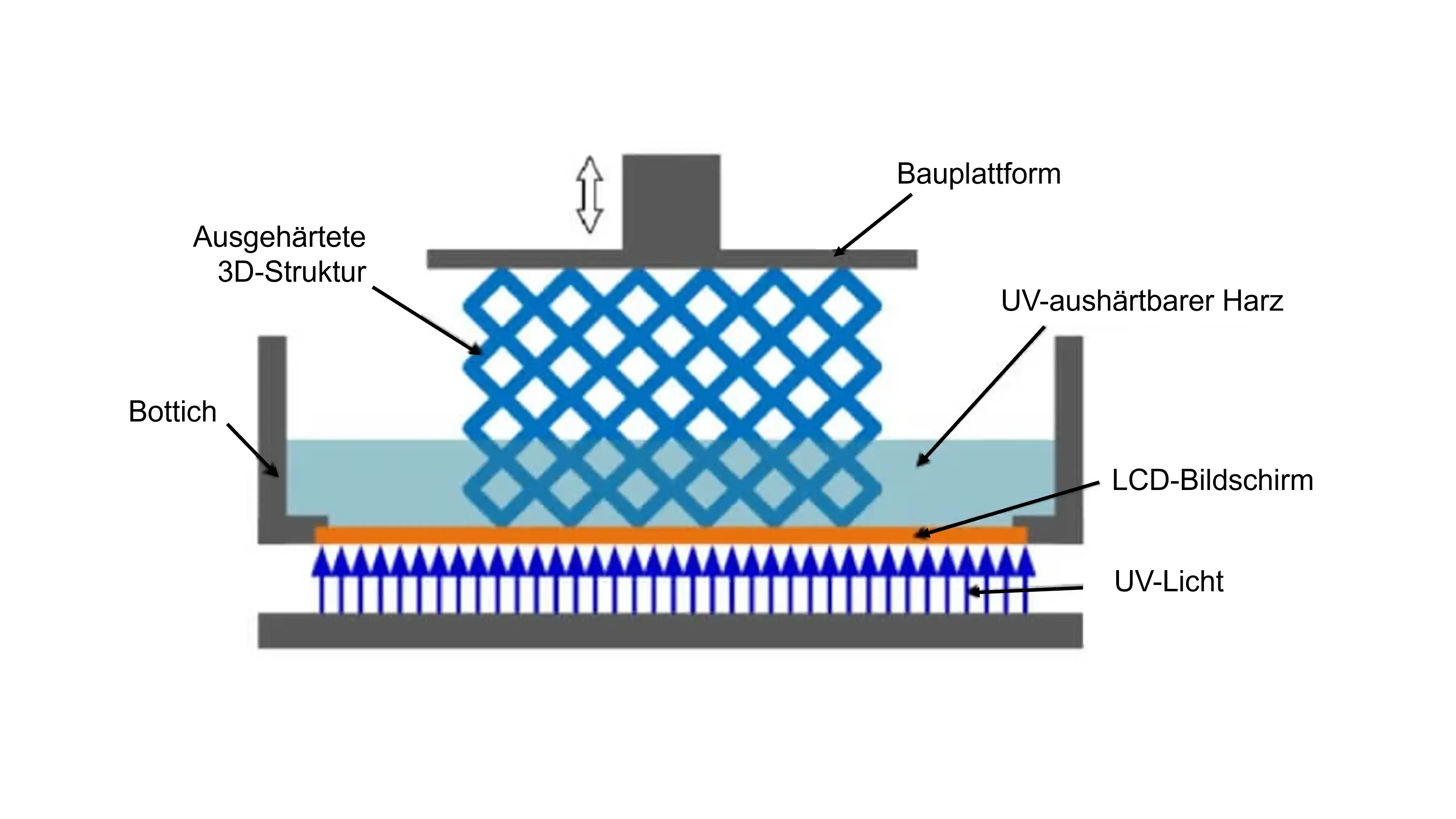
LCD ist noch enger mit dem DLP-3D-Druck verwandt. In diesem Fall verwenden beide Technologien ein projiziertes Bild, um jede Schicht auf einmal auszuhärten, und beide Technologien belichten das Photopolymerharz von unten. Hier sind die Unterschiede zwischen den beiden Verfahren:
Während bei DLP ein Projektor mit DMD (mikroskopisch kleinen Spiegeln) verwendet wird, um UV-Licht auf das Photopolymerharz zu reflektieren, wird bei LCD eine Anordnung von UV-LEDs verwendet, die teilweise von einem LCD-Bildschirm verdeckt werden, um zu bestimmen, welche Punkte ausgehärtet werden sollen. Aus diesem Grund wird LCD manchmal auch als maskierter SLA-3D-Druck (mSLA) bezeichnet.
DLP ist eine ausgereiftere AM-Technologie und basiert auf Komponenten, die zuverlässiger und langlebiger, wenn auch teurer sind. Außerdem bietet sie eine höhere Bestrahlungsstärke als LCD, was bedeutet, dass sie eine größere Vielfalt an Materialien verarbeiten kann.
LCD-Drucker sind anfällig für Pixel-Bleeding und ungleichmäßige Degradation der Lichtquelle, weshalb sie in der Regel eher in Hobby-3D-Druckern zu finden sind, da sie zugunsten niedrigerer Kosten ein gewisses Maß an Wiederholbarkeit und Präzision opfern können.

Auf die Gefahr hin, zu sehr zu verallgemeinern, lassen Sie uns die wichtigsten Unterschiede zwischen DLP-, LCD- und SLA-Druckern zusammenfassen. Die meisten Werte in der folgenden Tabelle variieren je nach Preis, Material und anderen Faktoren erheblich. Sie sollte jedoch eine allgemeine Vorstellung von den Stärken, Schwächen und dem richtigen Zeitpunkt für den Einsatz jeder dieser harzbasierten 3D-Drucktechnologien vermitteln:
|
|
SLA |
LCD |
DLP |
|
Wellenlänge der Lichtquelle |
355 |
405 nm |
385 nm |
|
Hochwertige Materialien |
Breite Palette |
Begrenzt |
Breite Palette |
|
Druckgeschwindigkeit |
Mittel/schnell |
Sehr schnell |
Schnell |
|
Bauraumgröße |
Klein bis Groß |
Klein bis mittel |
Klein |
|
Preis (Hardware) |
Mittel bis hoch |
Niedrig |
Mittel bis hoch |
|
Genauigkeit und Präzision |
Ausgezeichnet |
Mittel |
Ausgezeichnet |
|
Typische Anwendungen |
· Funktionales Prototyping · Werkzeuge und Vorrichtungen · Urmodelle (Feinguss) |
· Bastlerische Nutzung · Einige Konzepte zur Modellierung |
· Prototyping von Passform und Funktion · Werkzeuge und Vorrichtungen · Produktionsteile (Kleinserien oder kundenspezifische Teile) |
DLP wird in einer Vielzahl von Anwendungen der additiven Fertigung eingesetzt. Der gemeinsame Nenner ist jeder Fall, der sowohl eine hohe Genauigkeit und Präzision der Teile oder eine feine als auch ein Hochleistungsmaterial (wie zähe, steife, elastische oder hochtemperaturbeständige Materialien) erfordert. Hier sind einige Beispiele für Anwendungsfälle, in denen sich der DLP-3D-Druck auszeichnet:
Mit DLP können Sie hochentwickelte Prototypen drucken, die genau wie das Endprodukt aussehen, sich anfühlen und funktionieren.
Mit DLP lassen sich End-of-Arm-Werkzeuge und Produktionshilfsmittel mit mechanischen oder funktionalen Anforderungen und hoher Genauigkeit und/oder Oberflächengüte drucken. Insbesondere die Geschwindigkeit und die niedrigen Kosten pro Teil, die mit dem DLP-3D-Druck verbunden sind, machen dies zu einer erstklassigen Anwendung.
Wenn es um industrielle Endverbrauchsteile geht, stellt sich in der Regel die Frage nach der Menge. Hohe Stückzahlen und Massenproduktion bedeuten in der Regel, dass das Spritzgießen am kostengünstigsten ist.
Unterhalb eines bestimmten Schwellenwerts (abhängig von der Geometrie) wird die additive Fertigung effektiver, was zu niedrigeren Kosten pro Teil führt. DLP ermöglicht die Herstellung von Kleinserien mit hoher Variantenvielfalt für Steckverbinder, Dichtungen und andere Teile mit mechanischen oder funktionalen Spezifikationen herstellen.
Der DLP-3D-Druck kann auch zur Herstellung von Formwerkzeugen verwendet werden, sogar für hochtemperaturbeständige, starre, und haltbare Formeinsätze.
Der DLP-3D-Druck kann auch zur Herstellung von Formwerkzeugen verwendet werden, sogar für hochtemperaturbeständige, starre, und haltbare Formeinsätze.
Das DLP-Verfahren kann Materialien mit unterschiedlichen Eigenschaften für den 3D-Druck verwenden. Die 385-nm-UV-Lichtquelle eignet sich gut zum Aushärten einer Vielzahl von Harzmaterialien.
Der gemeinsame Nenner aller kompatiblen Materialien ist, dass es sich um ein Photopolymer handeln muss. (Denken Sie daran, dass der gesamte Prozess des DLP-Drucks auf der Aushärtung von Harz mit Licht basiert).
DLP-Photopolymere können in die folgenden Funktionskategorien eingeteilt werden:
Hochtemperaturbeständige Materialien sind eher spröde, während elastische oder zähe Materialien eine geringere Temperaturbeständigkeit aufweisen. Dies sollte bei der Auswahl des für Ihre Anwendung am besten geeigneten Materials berücksichtigt werden.

Diese Materialien sind der Tausendsassa, wenn es um den 3D-Druck mit DLP geht. Sie haben folgende Vorteile:

Robuste Materialien können Stöße oder sich wiederholenden Bewegungen standhalten. Auch wenn ihre Elastizität variieren kann, weisen sie im Allgemeinen eine hohe Schlagfestigkeit auf. Zähe DLP-Materialien können nach der Art des Thermoplasts, den sie imitieren, kategorisiert werden, z. B.:

Diese Materialien ahmen Kautschuk in verschiedenen Formen nach, z. B. für Anwendungen wie:
Elastomere Photopolymere werden quantifiziert durch:
• Shore-Härte, wobei höhere Werte härteren Materialien zugeschrieben werden
• Reißfestigkeit
• Dehnung bei Bruch
Im Allgemeinen lassen sich Materialien mit niedrigeren Shore-Werten weiter dehnen (längere Bruchdehnung). Härtere Elastomere können für Form-, Passform- und Funktionsprototypen verwendet werden, während weichere Elastomere eher für Dichtungen verwendet werden können.

Dies sind DLP-Materialien, die einer anhaltenden Hitzeeinwirkung standhalten können, die in der Regel durch eine Messung der Wärmeformbeständigkeit ( HDT ) gemessen wird. Sie können auch für den Umgang mit Flammen, Rauch und Toxizität (FST) zertifiziert sein. Hitzebeständige Materialien sind in der Regel feuchtigkeitsbeständig, was zu einer besseren langfristigen Dimensionsstabilität führt.
Beachten Sie, dass Hochtemperaturmaterialien in der Regel spröder sind als andere Materialkategorien. Bei Anwendungen, die wiederholte Belastungen, Stöße oder die Gefahr des Herunterfallens beinhalten, sollten diese Materialien nicht verwendet werden.

Dank der hohen Genauigkeit und der glatten Oberfläche eignet sich DLP für den Druck medizinischer Geräte. Dabei werden spezielle, für den medizinischen Bereich geeignete Materialien verwendet, die gemäß den einschlägigen gesetzlichen Anforderungen und Normen zertifiziert sind.
Die oben genannten allgemeinen Kategorien können für viele Anwendungen verwendet werden. Für Anwendungsfälle, die spezielle Eigenschaften erfordern (z. B. ESD-Schutz, Flammschutz), können andere Spezialmaterialien verwendet werden. Diese 3D-Materialien können z. B. durch das traditionelle thermoplastische Material, das sie ersetzen, abgegrenzt werden:
Design for Additive Manufacturing (DfAM) ist die Idee, dass der 3D-Druck nicht erst mit dem eigentlichen Drucker beginnt. Er beginnt mit dem Design eines Teils. Das derzeitige Design wird unter Berücksichtigung der Einschränkungen traditioneller Produktionsmethoden erstellt.
Da wir es mit einer grundlegend anderen Produktionsmethode zu tun haben, sollte das Teiledesign nicht durch irrelevante Beschränkungen eingeschränkt werden. Mit DfAM können Sie das volle Potenzial der additiven Fertigung ausschöpfen.
Beim Einsatz der additiven Fertigung für Produktionsteile ist die technologiegerechte Konstruktion von entscheidender Bedeutung, um die wahren Vorteile von AM nutzen zu können. Ein gutes DfAM kann Ihnen helfen, die Qualität, die Funktionalität und den Durchsatz zu verbessern, was zu niedrigeren Gesamtkosten und einer größeren Anzahl von realisierbaren Anwendungen für die additive Fertigung führt.
Wenn Sie für die additive Fertigung konstruieren, können Sie außerdem häufig Teile zu einem einzigen, integrierten Teil zusammenfassen und so den Arbeitsaufwand für die Montage und die Qualitätsprobleme reduzieren, die häufig mit manuellen Präzisionsmontageverfahren verbunden sind.
Schritt 1 - Betrachten Sie das Teil und die Anwendung:
Schritt 2 - Wählen Sie ein AM-Material:
Schritt 3 - Berücksichtigen Sie die Ausrichtung des Druckteils :
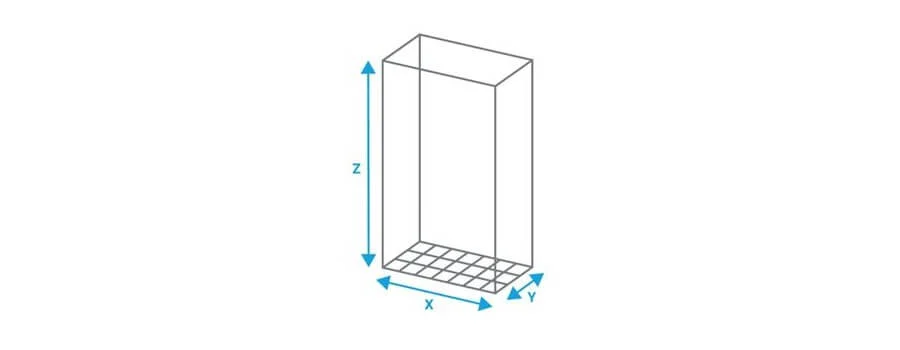
(Hinweis: Bei anderen AM-Technologien kann die Teileausrichtung bei der Bestimmung der Festigkeit des Teils ebenfalls eine Rolle spielen. DLP profitiert, wie bereits erwähnt, von der isotropen Bauteilzähigkeit, sodass dies hier eigentlich kein Thema ist).
Auch die Ausrichtung der Teile kann die Oberflächenqualität beeinflussen:
Schritt 4 - Berücksichtigen Sie den Unterstützungsbedarf:
Schritt 5 - Reinigung und Nachhärtung:
Es ist wichtig, dass Sie bei der Konstruktion Ihres Teils den Reinigungsprozess berücksichtigen.
Der Schlüssel zum Erfolg bei DfAM liegt darin, einen Schritt zurückzutreten und die Teile auf Systemebene neu zu betrachten und sie hinsichtlich Gewicht, Leistung und Durchsatz zu optimieren.
Das unten abgebildete Venturi-Ventil (als Querschnitt) ist beispielsweise völlig selbsttragend, solange es in der links gezeigten Ausrichtung gedruckt wird (drei Anschlüsse nach unten, einer nach oben). Würde es in der anderen Ausrichtung gedruckt werden, müsste der zentrale interne Flüssigkeitsauslass (rot markiert) gestützt werden.
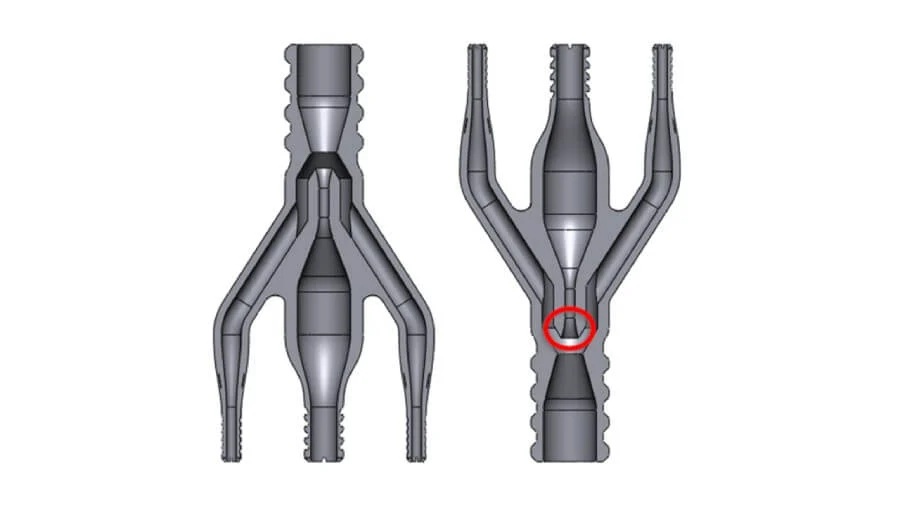
Um dieses Teil in großen Stückzahlen zu drucken, spielt jedoch die Verschachtelungsdichte eine große Rolle. Hätten alle Teile die gleiche Ausrichtung, könnten weniger in einen einzigen Druck passen, was den Durchsatz verringert. Daher mussten beide Ausrichtungen verwendet werden, was eine Unterstützung für eine von ihnen erforderte.
Die Verwendung von Trägermaterial in DLP ist an sich kein Problem, aber in diesem Fall stellte es eine Herausforderung dar. Der logische Weg zum Hinzufügen von Trägermaterial wäre der folgende (grüne Linien):
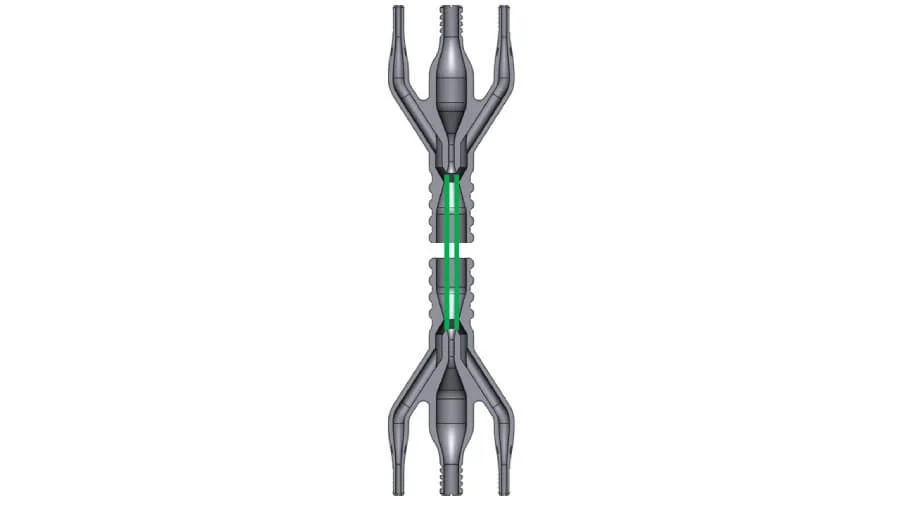
Allerdings würde das Anbringen von Stützstrukturen im Inneren eines geschlossenen Rohrs deren saubere Entfernung fast unmöglich machen. Stattdessen ist das Venturi-Ventil durch eine geringfügige Änderung der Konstruktion in beiden Ausrichtungen völlig selbsttragend:

Bei dieser Lösung werden selbsttragende Streben (blau hervorgehoben) hinzugefügt, die die Seitenwand und den zentralen internen Flüssigkeitsauslass verbinden, um den freitragenden Anschluss zu stützen und gleichzeitig einen ungehinderten Luftstrom zu ermöglichen.
Die DLP-3D-Drucktechnologie wird bereits eingesetzt, um qualitativ hochwertige, wiederholbare und voll funktionsfähige Teile zu drucken. Und sie ist drauf und dran, noch besser zu werden:
Die digitale Lichtverarbeitung (DLP) ist eine Anzeigetechnologie, die in Projektoren und 3D-Druckern eingesetzt wird. Sie verwendet digitale Mikrospiegelgeräte (DMD), um Licht zu reflektieren und Bilder zu erzeugen. Beim 3D-Druck verwenden DLP-Drucker eine digitale Lichtquelle, um Flüssigharz Schicht für Schicht auszuhärten und ein 3D-Objekt zu erstellen.
Zu den häufigen Problemen mit DLP-3D-Druckern gehören schlechte Druckqualität, falsch ausgerichtete Drucke, nicht ordnungsgemäß aushärtendes Harz, Schichtablösung und Druckfehler aufgrund einer falschen Belichtungszeit oder beschädigter Projektorkomponenten. (Siehe nächste Frage zur Vermeidung dieser Probleme.)
Befolgen Sie diese bewährten Verfahren, um schlechte Druckqualität zu beheben:
DLP bietet im Vergleich zu anderen Harztechnologien wie SLA höhere Druckgeschwindigkeiten, da ganze Schichten auf einmal ausgehärtet werden können. Außerdem liefert es hochauflösende Drucke mit hoher Genauigkeit (bis zu 50 µm bei einigen Systemen), feinen Details und glatten Oberflächen, was es ideal für komplizierte Modelle, ergonomische Werkzeuge und Dentalanwendungen macht
Darüber hinaus kann es Hochleistungsmaterialien für verschiedene Anwendungen drucken.
DLP-3D-Drucker verwenden Flüssigharze, die durch Licht mit einer Wellenlänge von 385 nm gehärtet werden. Diese Harze sind in verschiedenen Formulierungen erhältlich, darunter Allzweckharze, zähe Harze, flexible Harze und biokompatible Harze, die unterschiedliche Anwendungen vom Prototyping bis zur Kleinserienfertigung ermöglichen.
DLP eignet sich besser für kleinere bis mittelgroße Drucke, da es Licht auf eine Bauplattform projiziert und das Harz Schicht für Schicht aushärtet. Große Drucke erfordern unter Umständen längere Aushärtungszeiten und sind mit der DLP-Technologie nicht so praktisch. Für große Drucke sind andere Technologien wie Stereolithographie (SLA) oder Fused Deposition Modeling (FDM) möglicherweise effizienter.
Die DLP-Technologie ist für ihre hohe Präzision und Detailgenauigkeit bekannt. Sie kann Druckauflösungen von bis zu 50 Mikrometern (0,05 mm) erreichen und ist damit ideal für detaillierte Modelle und Endverbraucherteile, die hohe Genauigkeit und enge Toleranzen erfordern.
Die DLP-Technologie wird in verschiedenen Branchen eingesetzt, z. B. in der Automobilindustrie, der Luft- und Raumfahrt, bei Verbraucheranwendungen und bei Komponenten für Industriemaschinen. Diese Branchen nutzen DLP zum Drucken von Prototypen, Fertigungshilfsmitteln und Produktionsteilen für den Endverbrauch.
Auch im Gesundheitswesen wird es häufig für die Herstellung von Zahnmodellen und -implantaten sowie von Komponenten für medizinische Geräte und Ausrüstung verwendet.
Sowohl DLP als auch SLA verwenden Licht zum Aushärten von Kunstharz, aber der entscheidende Unterschied liegt in der Art der Lichtprojektion. DLP verwendet einen digitalen Projektor, um eine ganze Schicht auf einmal auszuhärten, während SLA einen Laser verwendet, der die Form jeder Schicht nachzeichnet.
Die Technologien verwenden auch unterschiedliche Wellenlängen, die unterschiedliche Materialien erfordern, so dass sie für unterschiedliche Anwendungen geeignet sind. DLP ermöglicht in der Regel leistungsfähigere Materialien und ist schneller als SLA, während SLA größere Teile ermöglicht. Beide liefern hochwertige Drucke.
Zu den Hauptkomponenten eines DLP-3D-Druckers gehören die digitale Lichtquelle (Projektor), die Harzwanne und die Bauplattform (auf der der Druck erstellt wird). Heizungen sind optional, ermöglichen aber eine breitere Palette von Materialien, einschließlich Hochleistungsmaterialien.
Derzeit sind die meisten DLP-3D-Drucker für den Druck mit jeweils nur einem Material ausgelegt. Einige fortschrittliche Systeme können jedoch den Multimaterialdruck unterstützen, indem sie verschiedene Harze in verschiedenen Schichten verwenden oder während des Drucks zwischen den Harzen wechseln, aber dies ist weniger verbreitet und erfordert spezielle Einstellungen.
P3™ ist unsere patentierte Version der DLP-Technologie, die programmierbare Photopolymerisation verwendet. Während alle DLP-3D-Drucker auf den beiden zweiten "P "s (Photopolymerisation) basieren, fügen die Stratasys Origin-Drucker ein dichtes, geschlossenes System von Sensoren hinzu, die eine vollständige Kontrolle über den Prozess ermöglichen:
Die genaue Überwachung dieser Parameter ermöglicht den Anwendern nicht nur eine extrem genaue Prozesskontrolle, sondern sorgt auch für einen sehr zuverlässigen und wiederholbaren Prozess.
Die P3 DLP-Technologie ist auch wegen ihres patentierten pneumatischen Trennmechanismus einzigartig. Alle DLP-Maschinen müssen über einen Trennmechanismus verfügen, da die Schichten am Boden des Behälters gedruckt werden.
Das Teil wird Schicht für Schicht von unten nach oben aufgebaut, wobei sich die Plattform nach jeder gedruckten Schicht leicht anhebt. (Siehe oben, "Verwendung von DLP für den 3D-Druck".) Ohne einen Trennmechanismus kann die letzte gedruckte Schicht am Boden der Maschine statt an der Bauplattform oder dem teilweise gebauten Teil haften.
Es gibt verschiedene Möglichkeiten, dieses Problem zu lösen, aber nicht alle sind gleich.
Die patentierte pneumatische P3-Methode wendet eine Trennkraft an, die die neue Schicht schrittweise von der Membran ablöst, anstatt die gesamte Schicht auf einmal freizugeben. 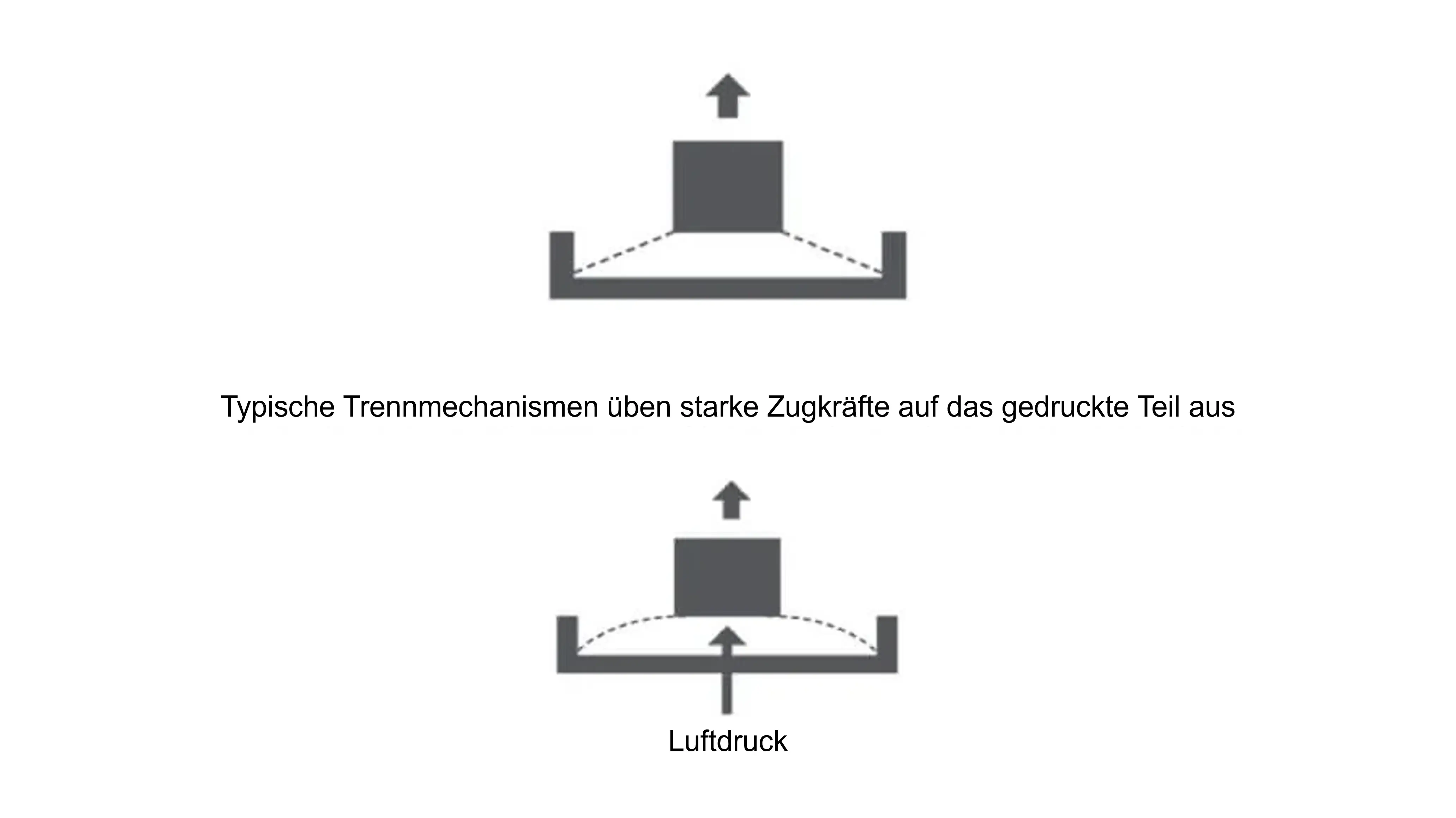
Beim P3 DLP wird ein pneumatischer Ablösemechanismus verwendet, der eine wesentlich geringere Ablösekraft erfordert. Die Membran schält sich allmählich von jeder ausgehärteten Schicht ab, während die Bauplattform nach oben fährt.
Diese Methode hat mehrere Vorteile:
DLP wird in einer Vielzahl von Industriezweigen eingesetzt, die eine hohe Genauigkeit, Zuverlässigkeit, eine hochwertige Oberflächenbeschaffenheit und Hochleistungsmaterialien erfordern. Zu den wichtigsten Branchen, die DLP erfolgreich einsetzen, gehören:
Nachfolgend finden Sie einige Beispiele für Fallstudien von einigen unserer Kunden.
Herausforderung:
TE Connectivity stellt jährlich über 190 Milliarden Teile her, darunter auch kundenspezifische Teile in kleinen Stückzahlen für einzelne Kunden. Das Unternehmen suchte nach einem wirtschaftlichen Weg, diese zu produzieren.
Die additive Fertigung zeichnet sich durch niedrige Stückzahlen aus, aber TE Connectivity hatte die zusätzlichen Zwänge einer hohen Genauigkeit und Wiederholbarkeit mit engen Toleranzen von 50 Mikrometern oder weniger. Darüber hinaus erfordern ihre Steckverbinderanwendungen häufig eine Flamm-, Rauch- und Toxizitätszertifizierung (FST) unter Verwendung von Materialien mit hohen Temperaturen, die nur schwer zu drucken sind.
Lösung:
Wie Sie sich wahrscheinlich denken können, ist DLP der perfekte Sweet Spot der additiven Fertigung für diese Art von Herausforderung. TE Connectivity konnte 10 Teile pro Stunde herstellen und dabei die anspruchsvollen Standards seiner Kunden erfüllen und die Kosten angemessen halten.
TE Connectivity nutzt DLP-3D-Druck für die Herstellung elektrischer Steckverbinder
Herausforderung:
TryTec wollte in das Geschäft mit medizinischen Geräten einsteigen. Nach einem Treffen mit einigen Medizinern erkannten sie die Notwendigkeit, eine Möglichkeit zur schnellen Reinigung endoskopischer Geräte zu finden. Sie hatten ein Konzept, aber die Geometrie war sehr kompliziert. Sie schien nicht für den Spritzguss geeignet zu sein.
Lösung:
Der DLP-3D-Druck vereint zwei wesentliche Eigenschaften, die für die Markteinführung dieses Produkts erforderlich sind:
Herausforderung:
Valiant TMS stellt Produktionsautomatisierungssysteme für die Automobil-, Luft- und Raumfahrtindustrie her. Bei der Arbeit an einem Handgriff für die manuelle Bedienung kämpften sie darum, alle Anforderungen in einem Teil zu erfüllen: ergonomisch, stark und leicht.
Lösung:
Jede Anforderung trug dazu bei, ihre Optionen einzugrenzen:
Für zwei der drei oben genannten Anforderungen gäbe es mehr Spielraum, um alternative Lösungen zu verfolgen. Aber um alle drei Anforderungen zu erfüllen, war der DLP-3D-Druck die beste (vielleicht die einzige) Lösung.
Aufbauend auf der ausgezeichneten Grundlage von Origin One wurden in Origin Two mehrere Verbesserungen für den Einsatz in der Produktion vorgenommen:
Es gibt kein Patentrezept, das für alle Probleme eine Lösung bietet. Aber DLP könnte dem am nächsten kommen, wenn es um den 3D-Druck geht. Er bietet eine einzigartige Kombination aus Hochleistungsmaterialien, Zuverlässigkeit und Ästhetik. Für weitere Informationen über unseren DLP-Drucker Origin Two klicken Sie hier:
Michal Diga, P3 (DLP) Origin Product Director bei Stratasys, ist Industrieingenieurin mit über 20 Jahren Erfahrung in globalen Unternehmen, von Start-ups bis hin zu Fortune-500-Unternehmen. Sie begann als Softwareentwicklerin und wechselte dann in den Produktmanagement- und Geschäftsbereich. Ihre Karriere umfasst mehrere Bereiche, in denen sie Lösungen von der Vision bis zur Umsetzung vorantreibt, darunter industrielle Fertigung, digitale Transformation, Unternehmenssoftwarelösungen und additive Fertigung. Michal hat mehrere Patente im Bereich Software/IoT in der Fertigung veröffentlicht. Sie ist begeistert davon, Herausforderungen mit Technologie zu lösen, um Kunden zum Erfolg zu verhelfen.


