

Auf einen Blick: Beim 3D-Druck mit Digital Light Processing (DLP) wird das Photopolymerharz durch projiziertes Licht ausgehärtet, wodurch Teile mit hervorragender Genauigkeit, glatter Oberflächenbeschaffenheit und funktionalen Materialeigenschaften entstehen. Durch die Kombination aus Geschwindigkeit, Zuverlässigkeit und breiter Materialkompatibilität schlägt DLP eine Brücke zwischen Prototypenbau und Serienfertigung und liefert isotrope Hochleistungs-Teile für Anwendungen in den Bereichen Automobil, Luft- und Raumfahrt, Industrie, Medizin und Konsumgüter. Die programmierbare Photopolymerisation P3™ von Stratasys erweitert DLP um eine Prozesssteuerung im geschlossenen Regelkreis und ein patentiertes pneumatisches Trennsystem für außergewöhnliche Präzision, Wiederholgenauigkeit und Oberflächenbeschaffenheit.
Der DLP-Druck (Digital Light Processing) ist eine auf Kunstharz basierende 3D-Drucktechnologie, bei der flüssiges Photopolymer mithilfe einer digitalen Projektionsfläche ausgehärtet wird. Durch die gleichzeitige Belichtung einer gesamten Schicht mithilfe eines Digital Micromirror Device (DMD) werden deutlich höhere Druckgeschwindigkeiten und eine höhere Genauigkeit als bei Punkt-zu-Punkt-Lasersystemen erreicht, was diese Technologie zu einer praktikablen Alternative zum Spritzguss macht.
Dadurch eignet sich DLP besonders gut für die Kleinserienfertigung von Produktionsteilen.
Nachdem jede Schicht ausgehärtet ist, hebt sich die Bauplattform an, damit frisches Kunstharz für den nächsten Querschnitt darunter fließen kann. Das Verfahren der Vollschichtprojektion verleiht DLP seinen Geschwindigkeitsvorteil gegenüber anderen Technologien für Kunstharz.
Das DMD selbst, das 1987 von Texas Instruments entwickelt wurde, enthält Tausende mikroskopisch kleiner Spiegel, die einzeln gesteuert werden können. Jeder Spiegel reflektiert das Licht entweder in Richtung des Baugebiets oder weg zu einem Strahlabfang, und durch schnelles Umschalten zwischen diesen Positionen wird die effektive Helligkeit jedes Pixels gesteuert. Digital Projection nutzte diese Technologie zehn Jahre später, um den ersten DLP-Projektor zu bauen.
Bei DLP-Druckern ist der eigentliche DLP-Projektor nur eine Komponente (wenn auch eine entscheidende) einer komplexen Maschine für den 3D-Druck. DLP-3D-Drucker bestehen aus vier Hauptkomponenten:
So interagieren sie miteinander, um ein 3D-gedrucktes Teil zu drucken:
1. Der Behälter enthält ein Photopolymer-Kunstharz, also eine Art Kunststoff, der bei Lichteinwirkung aushärtet.
2. Eine flexible Membran am Boden des Behälters (unter der Bauplattform) dehnt sich nach unten aus, und eine dünne Schicht Kunstharz fließt hinein. 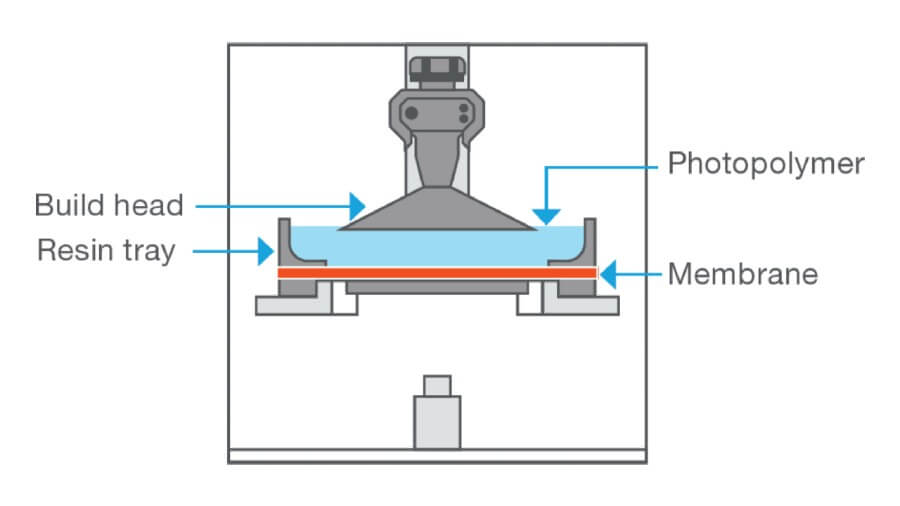
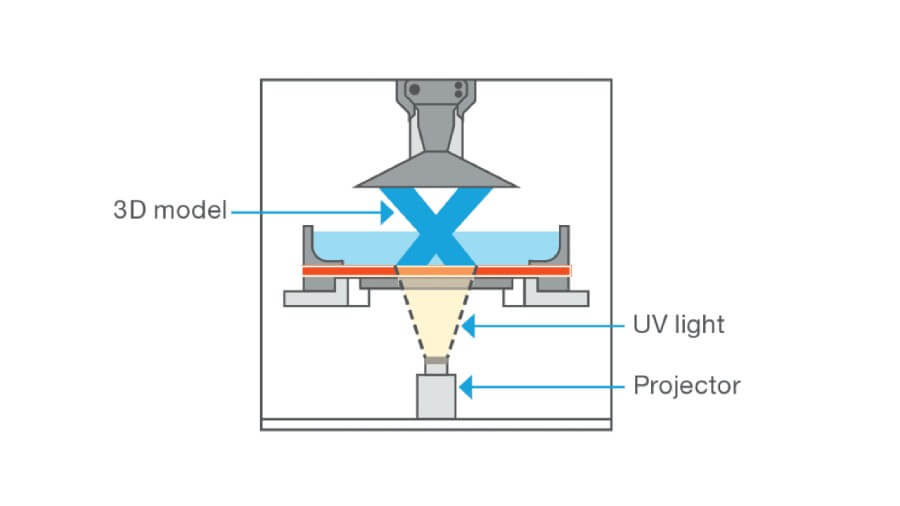
3. Der DLP-Projektor härtet eine gesamte Schicht des 3D-gedruckten Teils auf einmal aus, indem er ein Bild dieser Schicht auf die Oberfläche des Kunstharzes im Behälter projiziert.
4. Die Membran zieht sich nach oben zusammen, um sich mit der Bauplattform zu verbinden, und eine dünne Schicht aus Kunstharz zwischen der Membran und der Bauplattform wird ausgehärtet.
5. Die Bauplattform wird angehoben (sehr leicht, dies ist die Schichtauflösung der Z-Achse), damit mehr Kunstharz darunter fließen kann.
6. Die Schritte 2–5 werden für jede Schicht wiederholt, bis das Teil fertig ist.
Die additive Fertigung (AM) lässt sich auf verschiedene Weise kategorisieren, aber am einfachsten ist es vielleicht, mit dem verwendeten Material zu beginnen. Grob vereinfacht lassen sich folgende Materialkategorien unterscheiden:

Alle Kunststoffarten durchlaufen eine Veränderung von einem eher flüssigen oder formbaren Zustand zu ihrem „Endzustand“. Der Hauptunterschied zwischen Thermoplasten und Duroplasten liegt in der Reversibilität dieser Veränderung. Thermoplaste durchlaufen einen vollständig bidirektionalen Prozess, wenn sie aushärten oder in einen „permanenten“ Zustand übergehen.
Dieser Prozess kann umgekehrt werden, um den ursprünglichen Rohstoff wiederherzustellen. Im Gegensatz dazu sind Duroplaste – wie der Name schon sagt – fest ausgehärtet. Sobald der Kunststoff ausgehärtet ist, kann er nicht mehr in seinen ursprünglichen Zustand zurückversetzt werden.
Eine andere Betrachtungsweise ist, was passiert, wenn Wärme auf den ausgehärteten Kunststoff einwirkt:
Jede Technologie der additiven Fertigung arbeitet (in der Regel) nur mit einer Materialkategorie.
Die ISO unterscheidet sieben Hauptgruppen von AM-Technologien:
|
ISO-Begriff |
Varianten |
Verwendete Materialkategorie |
|
Binder Jetting |
|
Metall (und andere nicht-kunststoffbasierte Materialien) |
|
Energiegerichtete Abscheidung |
LDW, EBAM, LENS |
Metall |
|
Materialextrusion |
FDM |
Thermoplaste |
|
Material-Jetting |
PolyJet |
Duroplast |
|
Powder bed fusion |
SAF |
Thermoplaste |
|
Folienlaminierung |
|
Metall |
|
Tank-Photopolymerisation |
SLA, DLP, LCD |
Duroplaste |
Aus dieser Übersicht
geht klar hervor, dass DLP am engsten mit anderen Formen der Photopolymerisation im Photoreaktor verwandt ist. Dennoch ist es sinnvoll, alle Formen des 3D-Drucks mit Polymeren zu vergleichen, um zu erkennen, wann der Einsatz von DLP am besten geeignet ist und wann andere Verfahren vorzuziehen wären.
Werfen wir einen genaueren Blick auf die Photopolymerisation im Reaktionsbehälter und ihre verschiedenen Formen.
SLA hat viele Gemeinsamkeiten mit DLP:
Die Hauptunterschiede liegen in der Art der UV-Quelle und der Druckrichtung:
LCD ist noch enger mit dem DLP-3D-Druck verwandt. In diesem Fall nutzen beide Technologien ein projiziertes Bild, um jede Schicht auf einmal auszuhärten, und bei beiden Technologien wird das Kunstharz von unten belichtet. Hier sind die Unterschiede zwischen den beiden Verfahren:
Während DLP einen Projektor mit DMD (mikroskopisch kleinen Spiegeln) verwendet, um UV-Licht auf das Kunstharz zu reflektieren, nutzt LCD eine Anordnung von UV-LEDs, die teilweise durch einen LCD-Bildschirm abgedeckt sind, um zu bestimmen, welche Punkte ausgehärtet werden sollen. Aus diesem Grund wird LCD manchmal als maskierter SLA-3D-Druck (mSLA) bezeichnet. DLP ist eine ausgereiftere AM-Technologie und basiert auf Komponenten, die eine höhere Zuverlässigkeit und Langlebigkeit aufweisen, wenn auch teurer sind. Es bietet zudem eine höhere Bestrahlungsstärke als LCD, was bedeutet, dass es eine größere Vielfalt an Materialien verarbeiten kann. LCD ist anfällig für Pixelbluten und ungleichmäßigen Verschleiß der Lichtquelle, weshalb es meist eher in 3D-Druckern für Hobbyanwender zu finden ist, da diese zugunsten niedrigerer Kosten auf ein gewisses Maß an Wiederholgenauigkeit und Präzision verzichten können.
Auch auf die Gefahr hin, zu verallgemeinern: Fassen wir die wesentlichen Unterschiede zwischen DLP-, LCD- und SLA-Druckern zusammen. Die meisten Werte in der folgenden Tabelle variieren erheblich je nach Preisklasse, Material und anderen Faktoren. Dennoch sollte sie einen allgemeinen Überblick über die Stärken, Schwächen und den geeigneten Einsatzbereich dieser drei harzbasierten 3D-Drucktechnologien vermitteln:
|
SLA |
LCD |
DLP |
|
|
Wellenlänge der Lichtquelle |
355 nm |
405 nm |
385 nm |
|
Hochleistungs-Materialien |
Breites Spektrum |
Begrenzt |
Breites Spektrum |
|
Druckgeschwindigkeit |
Mittel/schnell |
Sehr schnell |
Schnell |
|
Bauraum |
Klein bis groß |
Klein bis mittel |
Klein |
|
Preis (Hardware) |
Mittel bis hoch |
Niedrig |
Mittel bis hoch |
|
Genauigkeit und Präzision |
Ausgezeichnet |
Mittel |
Ausgezeichnet |
|
Typische Anwendungen |
|
|
|
Der DLP-3D-Druck bietet erhebliche industrielle Vorteile, darunter hohe Präzision, hohe Geschwindigkeit bei der Produktion und geringere Wartungskosten. Durch den Einsatz eines Digital Micromirror Device (DMD) gewährleistet er eine gleichbleibende Auflösung und scharfe Details, was ihn zu einer zuverlässigen Alternative zum Spritzguss für Hochleistungs-Funktionsteile macht.
DLP nutzt die Steuerung einzelner Pixel, um Teile mit glatten Oberflächenfinishes und filigranen Details herzustellen. Da die Lichtquelle stationär ist, werden Vibrationen oder Ungenauigkeiten vermieden, die bei laserbasierten Systemen häufig auftreten.
Die DLP-Lichtquelle hat in der Regel eine längere Lebensdauer als LCD-Bildschirme. Diese Projektoren sind auf industrielle Zuverlässigkeit ausgelegt und gewährleisten eine konstante UV-Leistung über Tausende von Betriebsstunden hinweg.
Da der Projektor eine gesamte Schicht gleichzeitig belichtet, richtet sich die Druckzeit ausschließlich nach der Höhe des Bauteils und nicht nach der Anzahl oder Komplexität der Objekte auf der Bauplatte.
Da DLP-Drucker weniger bewegliche Teile aufweisen als FDM- oder SLA-Systeme, unterliegen sie einem geringeren mechanischen Verschleiß. Das geschlossene Design der Lichtquelle schützt zudem die empfindliche Optik vor Staub und Kunstharz-Verschmutzung.
DLP kann mit Materialien mit einer Vielzahl von Eigenschaften 3D-drucken. Seine 385-nm-UV-Lichtquelle eignet sich gut zum Aushärten einer breiten Palette von Kunstharzen. Der gemeinsame Nenner aller kompatiblen Materialien ist, dass es sich um Photopolymere handeln muss. (Denken Sie daran, dass der gesamte Prozess des DLP-Drucks auf der Aushärtung von Kunstharz durch Licht basiert.)
DLP-Photopolymere lassen sich in die folgenden Funktionskategorien einteilen:
Materialien mit hoher Temperaturbeständigkeit neigen dazu, brüchiger zu sein, während elastischere oder Materialien mit höherer Zähigkeit tendenziell eine geringere Temperaturbeständigkeit aufweisen. Dies sollte bei der Bestimmung des für Ihre Anwendung am besten geeigneten Materials berücksichtigt werden.
Diese Materialien sind die Alleskönner beim 3D-Druck mit DLP. Sie bieten folgende Vorteile:
Zähe Materialien halten Stößen oder wiederholten Bewegungen stand. Während ihre Elastizität variieren kann, zeichnen sie sich im Allgemeinen durch eine hohe Schlagfestigkeit aus. Zähe DLP-Materialien lassen sich nach der Art des thermoplastischen Materials klassifizieren, das sie nachahmen, z. B.:
Diese Materialien ahmen Gummi in verschiedenen Formen nach, für Anwendungen wie:
Elastomere Photopolymere werden anhand folgender Kriterien quantifiziert:
Allgemein gilt, dass Materialien mit niedrigeren Shore-Härte-Kennwerten sich stärker dehnen lassen (größere Bruchdehnung). Härtere Elastomere können für Form-, Fit- und Funktionsprototypen verwendet werden, während weichere Elastomere häufiger in Dichtungen und Dichtungsringen zum Einsatz kommen.
Hierbei handelt es sich um DLP-Materialien, die einer anhaltenden Hitzeeinwirkung standhalten können, was typischerweise anhand der Wärmeformbeständigkeitstemperatur (HDT) quantifiziert wird. Sie können auch hinsichtlich Flamm-, Rauch- und Toxizitätsverhalten (FST) zertifiziert sein. Hitzebeständige Materialien weisen zudem in der Regel eine gute Feuchtigkeitsbeständigkeit auf, was zu einer besseren langfristigen Formstabilität führt. Beachten Sie, dass Materialien mit hoher Temperaturbeständigkeit in der Regel brüchiger sind als Materialien anderer Kategorien. Bei Anwendungen mit wiederholter Belastung, Stößen oder Sturzgefahr sollte die Verwendung dieser Materialien vermieden werden.
Dank hoher Genauigkeit und glattem Oberflächenfinish eignet sich DLP für den Druck von Medizinprodukten unter Verwendung spezieller Materialien in medizinischer Qualität, die gemäß den einschlägigen behördlichen Anforderungen und Normen zertifiziert sind.
Die oben genannten allgemeinen Kategorien können für viele Anwendungen genutzt werden. Für Anwendungsfälle, die spezielle Eigenschaften erfordern (z. B. ESD-Schutz, flammhemmend), können andere Materialien für spezielle Zwecke verwendet werden. Diese 3D-Materialien lassen sich anhand der herkömmlichen thermoplastischen Materialien beschreiben, die sie ersetzen, zum Beispiel:
Design for Additive Fertigung (DfAM) basiert auf der Idee, dass der 3D-Druck nicht erst mit dem eigentlichen Drucker beginnt. Er beginnt bereits mit der Konstruktion eines Bauteils. Aktuelle Konstruktionen werden unter Berücksichtigung der Einschränkungen herkömmlicher Fertigungsmethoden erstellt. Da es sich hier um eine grundlegend andere Fertigungsmethode handelt, sollte die Bauteilkonstruktion nicht durch irrelevante Einschränkungen begrenzt werden. Mit DfAM können Sie das volle Potenzial der additiven Fertigung ausschöpfen.
Bei der Verwendung der additiven Fertigung für Endbauteile und Produktionsteile ist die auf diese Technologie abgestimmte Konstruktion entscheidend, um die wahren Vorteile der AM zu nutzen. Gutes DfAM kann Ihnen helfen, Qualität, Funktionalität und Durchsatz zu verbessern, was zu niedrigeren Gesamtkosten und einer größeren Anzahl praktikabler Anwendungen für die additive Fertigung führt. Darüber hinaus können Sie durch konstruktives Design für die additive Fertigung häufig Teile zu einem einzigen, integrierten Bauteil zusammenfassen, wodurch der Montageaufwand und die Qualitätsprobleme reduziert werden, die oft mit präzisen manuellen Montageprozessen verbunden sind.
Schritt 1 – Berücksichtigen Sie das Bauteil und die Anwendung:
Schritt 2 – Wählen Sie ein AM-Material:
Schritt 3 – Berücksichtigen Sie die Ausrichtung des Druckteils:
Die Ausrichtung des Teils kann sich auch auf die Oberflächenbeschaffenheit auswirken:
Schritt 4 – Berücksichtigen Sie die Anforderungen an Stützstrukturen:
Schritt 5 – Reinigung und Nachhärtung:
Das unten abgebildete Venturi-Ventil (im Querschnitt) ist beispielsweise vollständig selbsttragend, solange es in der links gezeigten Ausrichtung gedruckt wird (drei Anschlüsse nach unten, einer nach oben). Würde es in der anderen Ausrichtung gedruckt, bräuchte der zentrale interne Flüssigkeitsauslass (rot markiert) eine Stütze.
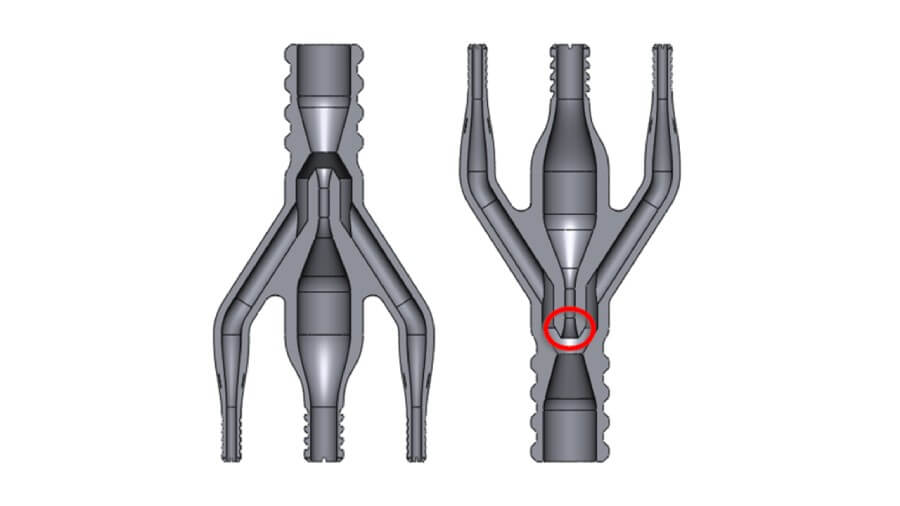
Um dieses Teil jedoch in großen Stückzahlen zu drucken, spielt die Verschachtelungsdichte eine wichtige Rolle. Hätten alle Teile die gleiche Ausrichtung, würden weniger in einen einzigen Druck passen, was den Durchsatz verringern würde. Daher war es notwendig, beide Ausrichtungen zu verwenden, was für eine davon eine Stützstruktur erforderte.
Die Verwendung von Stützmaterial bei DLP ist an sich kein Problem, stellte in diesem Fall jedoch eine Herausforderung dar. Der logische Weg, eine Stützstruktur hinzuzufügen, wäre wie folgt (grüne Linien):
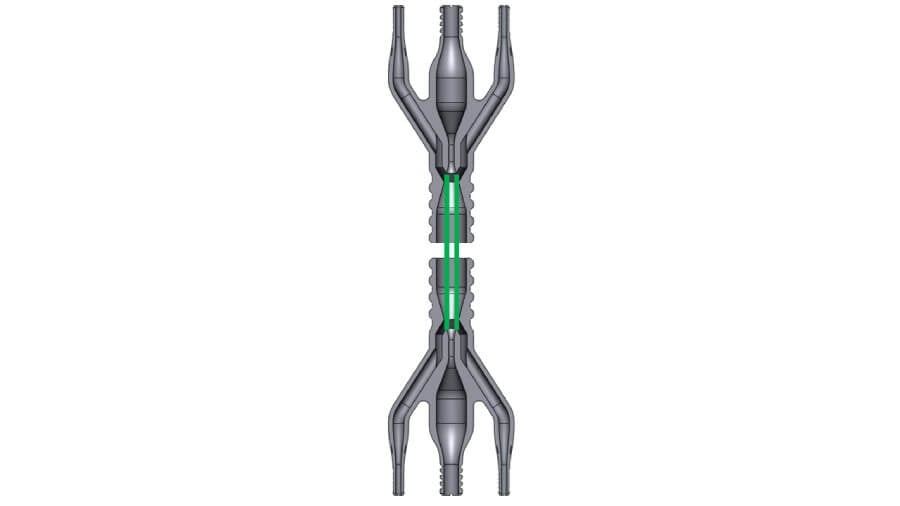
Das Platzieren von Stützstrukturen innerhalb eines geschlossenen Rohrs würde es jedoch fast unmöglich machen, diese sauber zu entfernen. Stattdessen ist das Venturi-Ventil durch eine geringfügige Änderung des Designs in beiden Ausrichtungen vollständig selbsttragend:
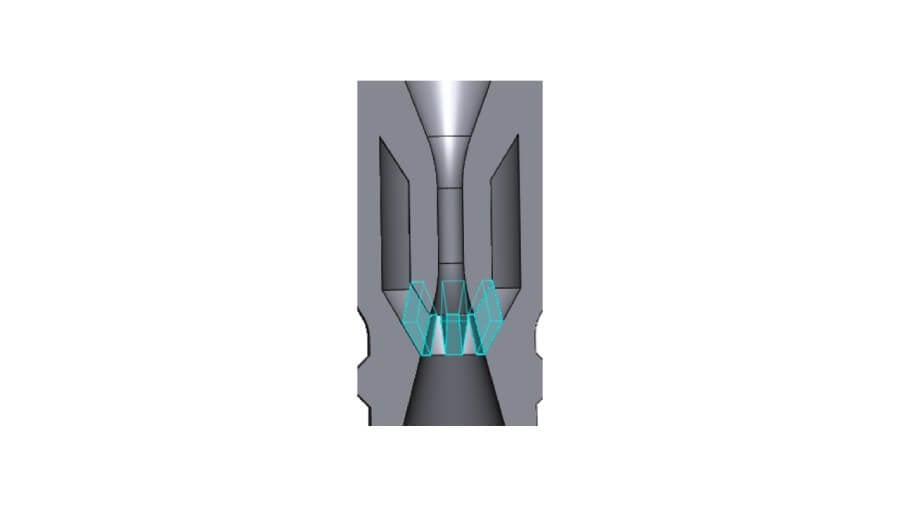
Diese Lösung fügt selbsttragende Stützen (blau hervorgehoben) hinzu, die die Seitenwand und den zentralen inneren Flüssigkeitsauslass verbinden, um den nicht abgestützten Anschluss zu stützen und gleichzeitig einen ungehinderten Luftstrom zu ermöglichen.
Die DLP-3D-Drucktechnologie wird bereits zum Drucken hochwertiger, reproduzierbarer und voll funktionsfähiger Teile eingesetzt. Und sie steht kurz davor, noch besser zu werden:
Diese Methode hat mehrere Vorteile:
DLP wird in einer Vielzahl von Anwendungen der additiven Fertigung eingesetzt. Der gemeinsame Nenner sind alle Fälle, in denen sowohl eine hohe Genauigkeit und Präzision der Teile als auch ein feines Oberflächenfinish sowie ein Hochleistungs-Material (wie z. B. zähe, feste, elastische oder Materialien mit Hochtemperaturbeständigkeit) erforderlich sind. Hier sind einige Beispiele für Anwendungsfälle, in denen sich der DLP-3D-Druck besonders auszeichnet:
TryTec wollte in das Geschäft mit medizinischen Hilfsmitteln einsteigen. Nach Gesprächen mit einigen Medizinern war ihnen der Bedarf klar: Es musste eine Möglichkeit gefunden werden, endoskopische Geräte schnell zu reinigen. Sie hatten ein Konzept, aber die Geometrie war sehr knifflig. Sie schien für den Spritzguss nicht geeignet zu sein.
Der DLP-3D-Druck vereinte zwei wesentliche Eigenschaften, die für die Realisierung dieses Produkts erforderlich waren:



