

In sintesi: La stampa 3D con tecnologia Digital Light Processing (DLP) utilizza la luce proiettata per polimerizzare la resina fotopolimerica, producendo parti caratterizzate da eccellente precisione, finitura superficiale liscia e proprietà funzionali del materiale. Combinando velocità, affidabilità e ampia compatibilità dei materiali, la tecnologia DLP colma il divario tra prototipazione e produzione, fornendo parti isotropiche ad alte prestazioni per applicazioni nei settori automobilistico, aerospaziale, industriale, medico e dei beni di consumo. La fotopolimerizzazione programmabile P3™ di Stratasys migliora la tecnologia DLP grazie al controllo di processo a circuito chiuso e a un sistema di separazione pneumatico brevettato che garantisce precisione, ripetibilità e qualità superficiale eccezionali.
La stampa DLP (Digital Light Processing) è una tecnologia di stampa 3D a base di resina che utilizza uno schermo di proiezione digitale per polimerizzare il fotopolimero liquido. Proiettando simultaneamente l’immagine di un intero strato tramite un dispositivo a micromirror digitale (DMD), questa tecnologia raggiunge velocità di stampa notevolmente superiori e una maggiore precisione rispetto ai sistemi laser punto a punto, rendendola una valida alternativa allo stampaggio a iniezione.
Ciò rende la tecnologia DLP particolarmente adatta alla produzione di parti di produzione in piccoli volumi.
Dopo la polimerizzazione di ogni strato, il Piatto di costruzione si solleva per consentire alla resina fresca di fluire al di sotto per la sezione trasversale successiva. Il metodo di proiezione a strato intero è ciò che conferisce alla DLP il suo vantaggio in termini di velocità rispetto ad altre tecnologie a base di resina.
Il DMD stesso, sviluppato da Texas Instruments nel 1987, contiene migliaia di specchi microscopici che possono essere controllati individualmente. Ogni specchio riflette la luce verso l’area di costruzione oppure la devia verso uno scaricatore di fascio, e la rapida commutazione tra queste posizioni controlla la luminosità effettiva di ciascun pixel. Digital Projection ha utilizzato questa tecnologia per realizzare il primo proiettore DLP dieci anni dopo.
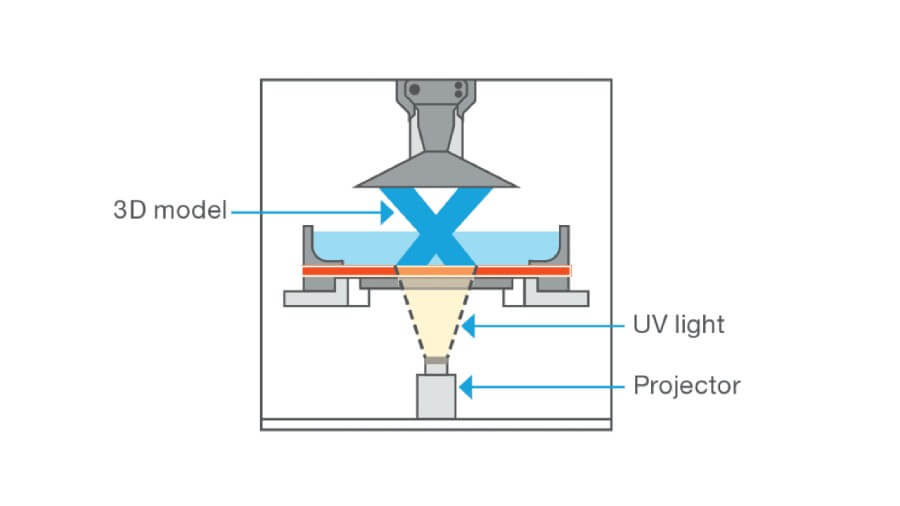
Quando si parla di stampanti DLP, il proiettore DLP vero e proprio è solo uno dei componenti (seppur fondamentale) di una complessa macchina per la stampa 3D. Le stampanti 3D DLP sono costituite da quattro componenti principali:
Ecco come interagiscono tra loro per stampare un pezzo 3D:
1. La vasca contiene una resina fotopolimerica, ovvero un tipo di plastica che si indurisce quando esposta alla luce.
2. Una membrana flessibile sul fondo della vasca (sotto la piattaforma di costruzione) si espande verso il basso e un sottile strato di resina vi scorre all'interno. 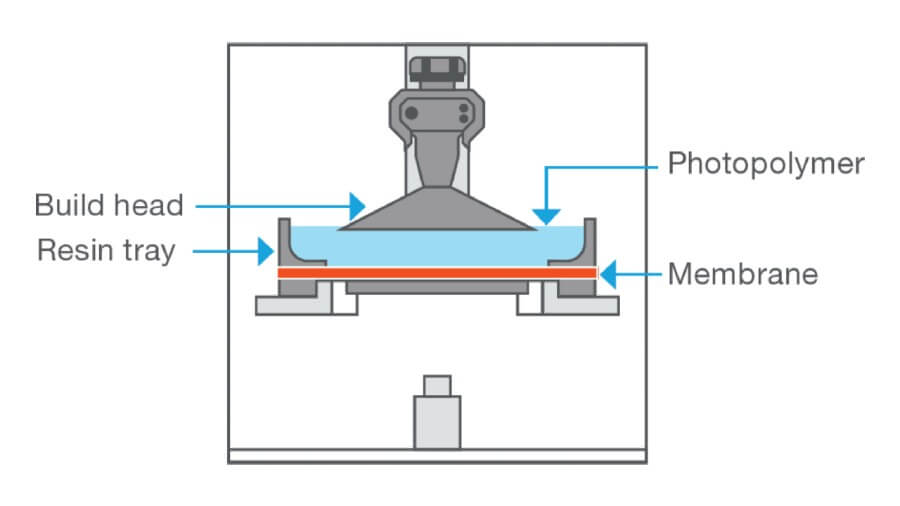
3. Il proiettore DLP indurisce un'intera fetta del pezzo stampato in 3D in una sola volta, proiettando l'immagine di quella fetta sulla superficie della resina nella vasca.
4. La membrana si contrae verso l'alto per collegarsi alla piattaforma di costruzione e un sottile strato di resina tra la membrana e la piattaforma di costruzione viene indurito.
5. La piattaforma di costruzione viene sollevata (molto leggermente, questa è la risoluzione dell'asse Z) per consentire a più resina di fluire al di sotto.
6. I passaggi da 2 a 5 vengono ripetuti per ogni sezione fino al completamento del pezzo.
La produzione additiva (AM) può essere classificata in diversi modi, ma forse il più semplice è partire dal materiale utilizzato. Per semplificare al massimo, queste sono le categorie di materiali:

Tutti i tipi di plastica subiscono una trasformazione da uno stato più fluido o modellabile al loro stato "finale". La differenza principale tra termoplastici e termoindurenti è la reversibilità di questa trasformazione. I termoplastici subiscono un processo completamente bidirezionale quando si induriscono o si fissano in uno stato "permanente".
Questo processo può essere invertito per riportare la materia prima allo stato originale. Al contrario, i termoindurenti – come suggerisce il nome – sono fissati in posizione. Una volta che la plastica è indurita, non può essere riportata al suo stato originale.
Un altro modo di vedere la questione è ciò che accade quando si applica calore alla plastica indurita:
Qualsiasi tecnologia di produzione additiva (di solito) funziona con un solo tipo di categoria di materiale.
L'ISO riconosce sette gruppi principali di tecnologie di produzione additiva:
|
Termine ISO |
Variazioni |
Categoria di materiale utilizzata |
|
Getto di legante |
|
Metallo (e altri materiali non plastici) |
|
Deposizione diretta di energia |
LDW, EBAM, LENS |
Metallo |
|
Estrusione di materiale |
FDM |
Termoplastici |
|
Getto di materiale |
PolyJet |
Fusione a letto di polvere |
|
Fusione su letto di polvere |
SAF |
Termoplastici |
|
Laminazione di fogli |
|
Metallo |
|
Fotopolimerizzazione in vasca |
SLA, DLP, LCD |
Termoplastici |
Da questa
panoramica risulta chiaro che la DLP è più strettamente correlata alle altre forme di fotopolimerizzazione in vasca. Detto questo, è utile confrontare tutte le forme di stampa 3D a polimeri per capire quando è meglio utilizzare la DLP e quando sarebbe preferibile ricorrere ad altri metodi.
Diamo un'occhiata più da vicino alla fotopolimerizzazione in vasca e alle sue varie forme.
La SLA condivide molte caratteristiche con la DLP:
Le differenze principali riguardano il tipo di sorgente UV e la direzione di stampa:
La tecnologia LCD è ancora più strettamente correlata alla stampa 3D DLP. In questo caso, entrambe le tecnologie utilizzano un'immagine proiettata per polimerizzare ogni strato in una sola volta ed entrambe espongono la resina fotopolimerica dal basso. Ecco le differenze tra le due:
Mentre il DLP utilizza un proiettore con DMD (specchi microscopici) per riflettere la luce UV sulla resina fotopolimerica, l'LCD utilizza una serie di LED UV parzialmente mascherati da uno schermo LCD per determinare quali punti devono essere polimerizzati. Per questo motivo, l'LCD viene talvolta chiamato stampa 3D SLA mascherata (mSLA). Il DLP è una tecnologia di produzione additiva più matura e si basa su componenti più affidabili e durevoli, anche se più costosi. Fornisce inoltre un'irradianza maggiore rispetto all'LCD, il che significa che può gestire una più ampia varietà di materiali. L'LCD è soggetto a sbavature dei pixel e a un degrado non uniforme della sorgente luminosa, motivo per cui è solitamente più diffuso nelle stampanti 3D per hobbisti, poiché questi ultimi possono sacrificare un certo livello di ripetibilità e precisione a favore di un costo inferiore.
A rischio di generalizzare eccessivamente, riassumiamo le differenze fondamentali tra le stampanti DLP, LCD e SLA. La maggior parte dei valori riportati nella tabella sottostante varia in modo significativo a seconda della fascia di prezzo, del materiale e di altri fattori. Tuttavia, dovrebbe fornire un'idea generale dei punti di forza, dei punti deboli e delle situazioni in cui utilizzare ciascuna di queste tecnologie di stampa 3D a base di resina:
|
SLA |
LCD |
DLP |
|
|
Lunghezza d'onda della sorgente luminosa |
355 nm |
405 nm |
385 nm |
|
Materiali ad alte prestazioni |
Ampia gamma |
Limitata |
Ampia gamma |
|
Velocità di stampa |
Media/veloce |
Molto veloce |
Veloce |
|
Dimensioni di stampa |
Da piccola a grande |
Da piccola a media |
Piccola |
|
Prezzo (hardware) |
Da medio ad alto |
Basso |
Da medio ad alto |
|
Accuratezza e precisione |
Eccellente |
Media |
Eccellente |
|
Applicazioni tipiche |
|
|
|
La stampa 3D DLP offre notevoli vantaggi industriali, tra cui estrema precisione, produzione ad alta velocità e costi di manutenzione ridotti. Grazie all’utilizzo di un dispositivo a micromirror digitale (DMD), garantisce una risoluzione costante e dettagli nitidi, rendendola un’alternativa affidabile allo stampaggio a iniezione per la realizzazione di parti funzionali ad alte prestazioni.
La tecnologia DLP utilizza il controllo individuale dei pixel per creare componenti con finiture delle superfici lisce e dettagli complessi. Poiché la sorgente luminosa è fissa, elimina le vibrazioni o le imprecisioni che spesso si riscontrano nei sistemi basati sul laser.
Il motore ottico DLP ha in genere una durata di vita più lunga rispetto agli schermi LCD. Questi proiettori sono progettati per garantire affidabilità industriale, mantenendo un’emissione UV costante per migliaia di ore di funzionamento.
Poiché il proiettore illumina un intero strato contemporaneamente, il tempo di stampa è determinato esclusivamente dall’altezza del pezzo, non dalla quantità o dalla complessità degli elementi presenti sul piano di stampa.
Con un numero inferiore di parti mobili rispetto ai sistemi FDM o SLA, le stampanti DLP subiscono una minore usura meccanica. Il design chiuso del motore ottico protegge inoltre le ottiche sensibili dalla polvere e dalla contaminazione da resina.
La tecnologia DLP consente la stampa 3D utilizzando materiali con una varietà di proprietà. La sua sorgente di luce UV a 385 nm è particolarmente adatta per polimerizzare un'ampia gamma di materiali in resina. Il denominatore comune di tutti i materiali compatibili è che devono essere fotopolimeri. (Ricordiamo che l'intero processo di stampa DLP si basa sulla polimerizzazione della resina con la luce.)
I fotopolimeri DLP possono essere raggruppati nelle seguenti categorie funzionali:
I materiali resistenti alle alte temperature tendono ad essere più fragili, mentre quelli più elastici o resistenti tendono ad avere una minore resistenza alle temperature. È bene tenerlo presente quando si determina il materiale più adatto alla propria applicazione.
Questi materiali sono i tuttofare quando si tratta di stampa 3D con DLP. Presentano i seguenti vantaggi:
I materiali resistenti sono in grado di sopportare urti o movimenti ripetitivi. Sebbene la loro elasticità possa variare, in genere presentano un'elevata resistenza agli urti. I materiali DLP resistenti possono essere classificati in base al tipo di termoplastica che imitano, ad esempio:
Questi materiali imitano la gomma in varie forme, per applicazioni quali:
I fotopolimeri elastomerici sono quantificati in base a:
In generale, i materiali con valori Shore più bassi possono allungarsi di più (maggiore allungamento a rottura). Gli elastomeri più duri possono essere utilizzati per prototipi di forma, adattamento e funzionali, mentre quelli più morbidi potrebbero essere più comunemente utilizzati in guarnizioni e sigilli.
Si tratta di materiali DLP in grado di resistere a un'esposizione prolungata al calore, tipicamente quantificata con una misurazione della temperatura di deflessione termica (HDT). Possono anche essere certificati per la resistenza alla fiamma, al fumo e alla tossicità (FST). I materiali resistenti al calore tendono anche a resistere bene all'umidità, garantendo una migliore stabilità dimensionale a lungo termine. Si noti che i materiali per alte temperature sono solitamente più fragili rispetto ad altre categorie di materiali. Le applicazioni che comportano sollecitazioni ripetute, urti o rischio di caduta dovrebbero evitare l'uso di questi materiali.
L'elevata precisione e la finitura superficiale liscia rendono il DLP adatto alla stampa di dispositivi medici, utilizzando materiali speciali di grado medico che sono stati certificati in base ai requisiti normativi e agli standard pertinenti.
Le categorie generali sopra indicate possono essere utilizzate per molte applicazioni. Per i casi d'uso che richiedono proprietà specializzate (ad esempio, protezione ESD, ritardante di fiamma), è possibile utilizzare altri materiali per scopi speciali. Questi materiali 3D possono essere delineati in base al materiale termoplastico tradizionale che sostituiscono, ad esempio:
La progettazione per la produzione additiva (DfAM) si basa sull'idea che la stampa 3D non inizi solo con la stampante vera e propria, ma con la progettazione del pezzo stesso. Attualmente, la progettazione viene effettuata tenendo conto dei limiti dei metodi di produzione tradizionali. Poiché si tratta di un metodo di produzione fondamentalmente diverso, la progettazione dei pezzi non dovrebbe essere vincolata da restrizioni irrilevanti. La DfAM consente di sfruttare appieno il potenziale della produzione additiva.
Quando si utilizza la produzione additiva per i componenti di produzione, la progettazione per questa tecnologia è fondamentale per sfruttare i veri vantaggi dell'AM. Una buona DfAM può aiutare a migliorare la qualità, la funzionalità e la produttività, portando a una riduzione dei costi complessivi e a un maggior numero di applicazioni praticabili per la produzione additiva. Inoltre, se si progetta per la produzione additiva, spesso è possibile consolidare i componenti in un unico pezzo integrato, riducendo la manodopera di assemblaggio e le sfide di qualità spesso legate ai processi di assemblaggio manuale di precisione.
Fase 1 – Considerare il componente e l'applicazione:
Fase 2 – Scegliere un materiale AM:
Fase 3 – Considerare l'orientamento del pezzo da stampare:
L'orientamento del pezzo può influire anche sulla qualità della superficie:
Fase 4 – Considerare i requisiti di supporto:
Fase 5 - Pulizia e post-polimerizzazione:
Ad esempio, la valvola Venturi mostrata di seguito (in sezione trasversale) è completamente autoportante, purché venga stampata nell'orientamento mostrato a sinistra (tre porte rivolte verso il basso, una verso l'alto). Se fosse stampata nell'altro orientamento, l'uscita centrale interna del fluido (contrassegnata in rosso) avrebbe bisogno di un supporto.
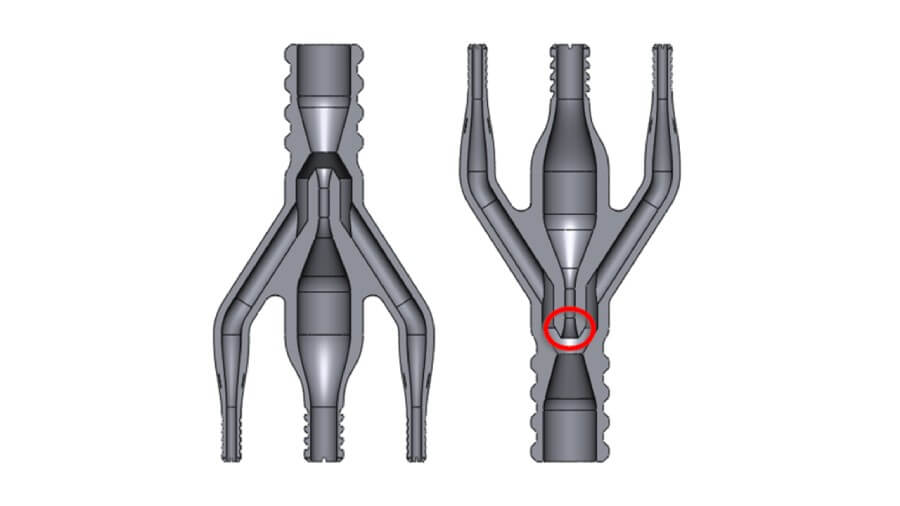
Tuttavia, per stampare questo componente in serie, la densità di nesting gioca un ruolo fondamentale. Se tutti i componenti avessero lo stesso orientamento, in una singola stampa ne entrerebbero meno, riducendo la produttività. Pertanto, era necessario utilizzare entrambi gli orientamenti, richiedendo un supporto per uno di essi.
L'uso di materiale di supporto nella DLP non è di per sé un problema, ma in questo caso ha rappresentato una sfida. Il modo logico per aggiungere il supporto sarebbe questo (linee verdi):
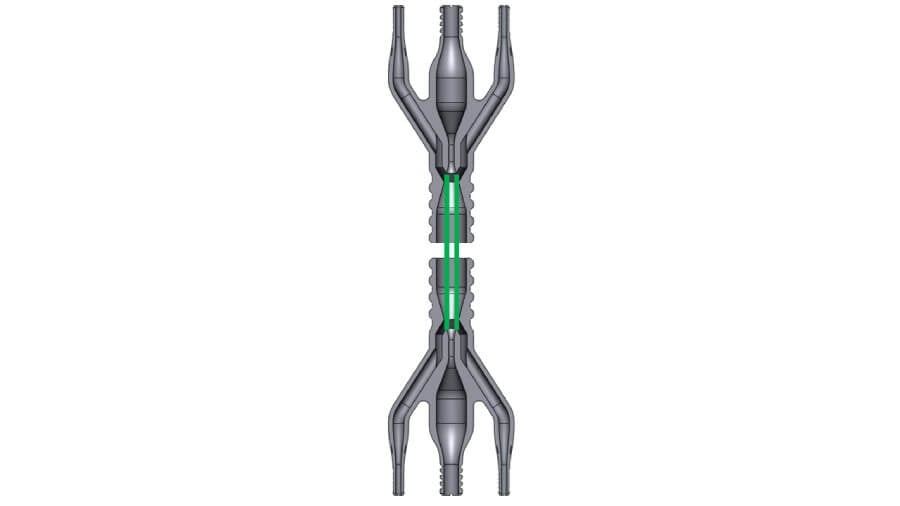
Tuttavia, posizionare strutture di supporto all'interno di un tubo chiuso renderebbe quasi impossibile rimuoverle in modo pulito. Invece, modificando leggermente il progetto, la valvola a venturi è completamente autoportante in entrambi gli orientamenti:
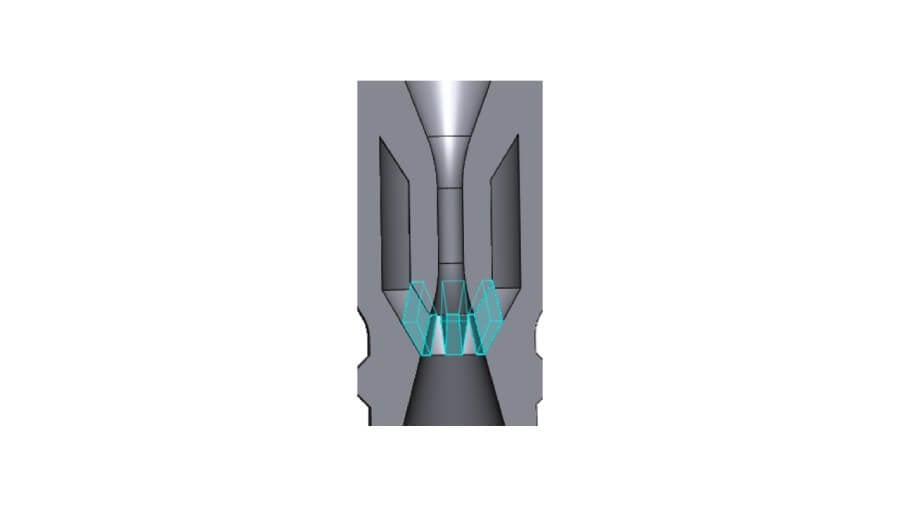
Questa soluzione aggiunge contrafforti autoportanti (evidenziati in blu) che collegano la parete laterale e l'uscita centrale interna del fluido per sostenere la porta non supportata, consentendo comunque un flusso d'aria senza ostacoli.
La tecnologia di stampa 3D DLP è già utilizzata per stampare parti di alta qualità, ripetibili e completamente funzionali. Ed è destinata a migliorare ancora:
Questo metodo presenta diversi vantaggi:
La tecnologia DLP trova impiego in una vasta gamma di applicazioni di produzione additiva. Il denominatore comune è rappresentato da tutti quei casi in cui sono richieste sia un'elevata accuratezza e precisione dei pezzi, sia una finitura superficiale accurata, oltre all'utilizzo di materiali ad alte prestazioni (come materiali resistenti, rigidi, elastici o resistenti alle alte temperature). Ecco alcuni esempi di casi d'uso in cui la stampa 3D DLP eccelle:
TryTec voleva entrare nel settore dei dispositivi medici. Dopo aver incontrato alcuni professionisti del settore, ne ha compreso chiaramente l'esigenza: trovare un modo per pulire rapidamente i dispositivi endoscopici. Aveva un'idea, ma la geometria era molto complessa. Non sembrava adatta allo stampaggio a iniezione.
La stampa 3D DLP ha combinato due caratteristiche fondamentali necessarie per far decollare questo prodotto:



