

Visão geral: A impressão 3D por Processamento Digital de Luz (DLP) utiliza luz projetada para curar a resina fotopolimérica, produzindo peças com excelente precisão, acabamento superficial liso e propriedades funcionais do material. Combinando velocidade, confiabilidade e ampla compatibilidade de materiais, a tecnologia DLP faz a ponte entre a prototipagem e a produção, fornecendo peças isotrópicas de alto desempenho para aplicações automotivas, aeroespaciais, industriais, médicas e de consumo. A fotopolimerização programável P3™ da Stratasys aprimora a tecnologia DLP com controle de processo em circuito fechado e um sistema de separação pneumática patenteado, proporcionando precisão, repetibilidade e qualidade de superfície excepcionais.
DLP® é uma tecnologia de projeção de luz. A impressão 3D DLP é utilizada para criar peças de alta precisão com superfícies lisas, utilizando materiais de alto desempenho que conferem propriedades funcionais às peças produzidas.
Isso torna a tecnologia altamente adequada para peças de produção – uma boa alternativa à moldagem por injeção para fabricação em pequenos volumes.
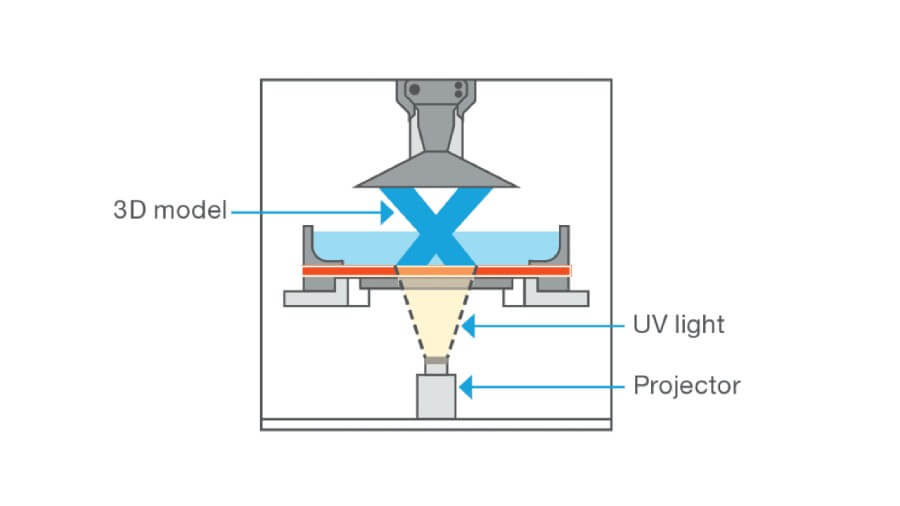
A impressão DLP é uma tecnologia de impressão 3D à base de resina que utiliza um projetor de Processamento Digital de Luz (DLP) para curar rapidamente a resina fotopolimérica líquida, solidificando camadas inteiras simultaneamente para construir objetos 3D.
O projetor de luz digital exibe a imagem de uma camada inteira simultaneamente, curando a resina fotopolimérica líquida em uma única exposição. A resina se solidifica rapidamente quando exposta a comprimentos de onda específicos de luz UV emitidos pelo projetor. Após o endurecimento de cada camada, a plataforma de construção se eleva com precisão, permitindo que resina nova flua por baixo para a próxima seção transversal. Esse método de projeção de camada inteira permite velocidades de impressão mais rápidas em comparação com outras tecnologias de impressão 3D à base de resina.
O DLP é um método digital de projeção de luz, o que significa que controla pixels individuais na tela: cor, brilho e contraste. Em sua essência, o DLP usa um dispositivo de micropespelhos digitais (DMD) para refletir a luz nos pixels desejados.
Desenvolvido pela primeira vez pela Texas Instruments em 1987, um DMD é composto por milhares de espelhos microscópicos. Dez anos depois, a Digital Projection utilizou essa tecnologia para criar o primeiro projetor DLP.
O projetor pode controlar cada espelho individualmente para refletir a luz em direção à tela ou para longe (para um dissipador de feixe). Além disso, os espelhos podem ser rapidamente girados para “ligar” e “desligar”, reduzindo o brilho efetivo da cor (ou da escala de cinza).
Quando se trata de impressoras DLP, o projetor DLP em si é apenas um componente (embora essencial) de uma complexa máquina de impressão 3D. As impressoras 3D DLP possuem quatro componentes principais:
Veja como eles interagem entre si para imprimir uma peça 3D:
1. O tanque contém uma resina fotopolimérica, ou seja, um tipo de plástico que endurece quando exposto à luz.
2. Uma membrana flexível na parte inferior do tanque (sob a plataforma de construção) se expande para baixo, e uma fina camada de resina flui para dentro. 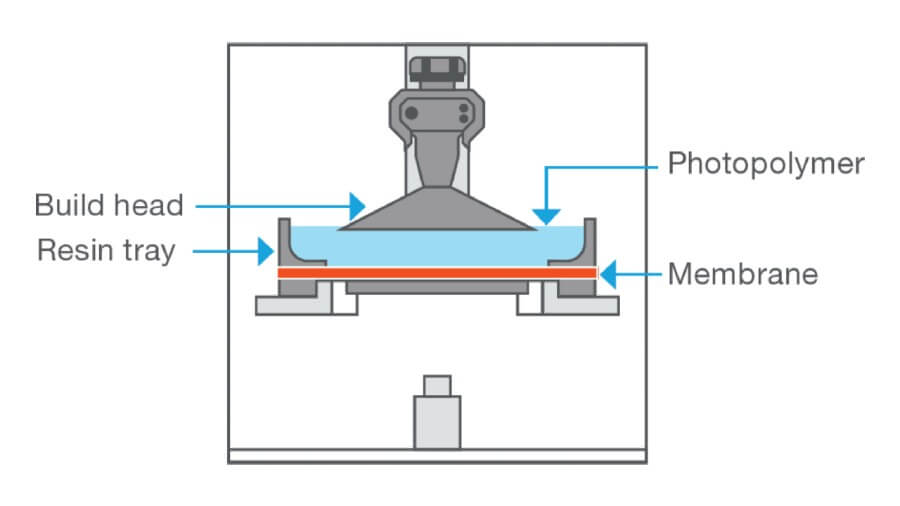
3. O projetor DLP endurece uma fatia inteira da peça impressa em 3D de uma só vez, projetando uma imagem dessa fatia na superfície da resina no tanque.
4. A membrana se contrai para cima para se conectar à plataforma de construção e uma fina camada de resina entre a membrana e a plataforma de construção é curada.
5. A plataforma de construção é elevada (muito ligeiramente, essa é a resolução do eixo Z) para permitir que mais resina flua por baixo.
6. As etapas 2 a 5 são repetidas para cada fatia até que a peça esteja completa.
A manufatura aditiva (AM) pode ser categorizada de várias maneiras, mas talvez a mais simples seja começar pelo material utilizado. Para simplificar bastante, estas são as categorias de materiais:

Todos os tipos de plástico passam por uma mudança de um estado mais fluido ou moldável para seu estado “final”. A principal diferença entre termoplásticos e termofixos é a reversibilidade dessa mudança. Os termoplásticos passam por um processo totalmente bidirecional quando endurecem ou se fixam em um estado “permanente”.
Esse processo pode ser revertido para retornar à matéria-prima original. Em contrapartida, os termofixos — como o nome sugere — ficam fixos. Uma vez que o plástico é curado, ele não pode retornar ao seu estado original.
Outra maneira de ver isso é o que acontece quando se aplica calor ao plástico endurecido:
Qualquer tecnologia de manufatura aditiva (geralmente) funciona com apenas um tipo de categoria de material.
A ISO reconhece sete grandes grupos de tecnologias de manufatura aditiva:
|
Termo ISO |
Variações |
Categoria de material utilizada |
|
Jato de ligante |
|
Metal (e outros materiais não plásticos) |
|
Deposição por energia direcionada |
LDW, EBAM, LENS |
Metal |
|
Extrusão de material |
FDM |
Termoplásticos |
|
Jato de material |
PolyJet |
Termoendurecível |
|
Fusão em leito de pó |
SAF |
Termoplásticos |
|
Laminação de chapas |
|
Metal |
|
Fotopolimerização em tanque |
SLA, DLP, LCD |
Termofixos |
Fica claro a partir desta visão geral que a DLP está mais intimamente relacionada a outras formas de fotopolimerização em tanque. Dito isso, é útil comparar todas as formas de impressão 3D com polímeros para ver quando é melhor usar a DLP e quando outros métodos seriam preferíveis.
Vamos examinar mais de perto a fotopolimerização em tanque e suas diversas formas.
A SLA compartilha muitas características com a DLP:
As principais diferenças estão relacionadas ao tipo de fonte de UV e à direção da impressão:
A tecnologia LCD está ainda mais intimamente relacionada à impressão 3D DLP. Nesse caso, ambas as tecnologias utilizam uma imagem projetada para curar cada camada de uma só vez, e ambas expõem a resina fotopolimérica a partir da parte inferior. Aqui estão as diferenças entre as duas:
Enquanto o DLP usa um projetor com DMD (espelhos microscópicos) para refletir luz UV sobre a resina fotopolimérica, o LCD usa uma matriz de LEDs UV que são parcialmente mascarados por uma tela LCD para determinar quais pontos devem ser curados. Por esse motivo, o LCD é às vezes chamado de impressão 3D SLA mascarada (mSLA). O DLP é uma tecnologia de manufatura aditiva (AM) mais madura e baseia-se em componentes mais confiáveis e duradouros, embora mais caros. Ele também oferece maior intensidade de irradiação do que o LCD, o que significa que pode lidar com uma variedade maior de materiais. O LCD é suscetível a sangramento de pixels e degradação irregular da fonte de luz, razão pela qual é mais comum em impressoras 3D amadoras, já que elas podem sacrificar algum nível de repetibilidade e precisão em favor de um custo mais baixo.
Correndo o risco de generalizar demais, vamos resumir as principais diferenças entre as impressoras DLP, LCD e SLA. A maioria dos valores na tabela abaixo varia significativamente de acordo com a faixa de preço, o material e outros fatores. No entanto, ela deve dar uma ideia geral dos pontos fortes, pontos fracos e quando usar cada uma dessas tecnologias de impressão 3D à base de resina:
|
SLA |
LCD |
DLP |
|
|
Comprimento de onda da fonte de luz |
355 nm |
405 nm |
385 nm |
|
Materiais de alto desempenho |
Ampla gama |
Limitada |
Ampla gama |
|
Velocidade de impressão |
Média/rápida |
Muito rápida |
Rápida |
|
Tamanho de impressão |
Pequeno a grande |
Pequeno a médio |
Pequeno |
|
Preço (hardware) |
Médio a alto |
Baixo |
Médio a alto |
|
Precisão e exatidão |
Excelente |
Média |
Excelente |
|
Aplicações típicas |
|
|
|
Cada método de manufatura aditiva tem suas vantagens e desvantagens, e a DLP não é exceção. Dito isso, a DLP pode ser a melhor tecnologia em termos gerais. Na maioria das tecnologias de manufatura aditiva, há um claro compromisso entre estética e desempenho. A modelagem por deposição fundida (FDM), por exemplo, se destaca em termos de resistência, desempenho e durabilidade. No entanto, sua precisão e acabamento superficial não são suficientes para certas peças destinadas ao uso final. O PolyJet, por outro lado, possui acabamento de superfície, textura e cor que são verdadeiramente os melhores da categoria.
No entanto, a maioria dos materiais PolyJet não resiste ao teste do tempo. Cada uma dessas (e outras) tecnologias de manufatura aditiva é excepcional para determinadas aplicações e, naturalmente, deve ser utilizada nesses casos.
O DLP, por outro lado, combina uma qualidade de peça muito boa com materiais funcionais e baixo custo por peça.
Outros benefícios incluem:
A DLP pode imprimir em 3D utilizando materiais com uma variedade de propriedades. Sua fonte de luz UV de 385 nm é adequada para a cura de uma ampla gama de materiais de resina. O denominador comum de todos os materiais compatíveis é que eles devem ser fotopolímeros. (Lembre-se de que todo o processo de impressão DLP se baseia na cura da resina com luz.)
Os fotopolímeros DLP podem ser agrupados nas seguintes categorias funcionais:
Materiais resistentes a altas temperaturas tendem a ser mais frágeis, enquanto materiais mais elásticos ou resistentes tendem a ter menor resistência à temperatura. Isso deve ser levado em consideração ao determinar o material mais adequado para sua aplicação.
Esses materiais são os mais versáteis quando se trata de impressão 3D com DLP. Eles apresentam as seguintes vantagens:
Os materiais resistentes podem suportar impactos ou movimentos repetitivos. Embora sua elasticidade possa variar, eles geralmente apresentam alta resistência ao impacto. Os materiais DLP resistentes podem ser categorizados pelo tipo de termoplástico que imitam, por exemplo:
Esses materiais imitam a borracha em várias formas, para aplicações como:
Os fotopolímeros elastoméricos são quantificados por:
De modo geral, materiais com valores Shore mais baixos podem esticar mais (maior alongamento na ruptura). Elastômeros mais duros podem ser usados para protótipos de forma, ajuste e funcionais, enquanto elastômeros mais macios podem ser mais comumente usados em vedações e juntas.
Esses são materiais DLP que podem suportar exposição prolongada ao calor, normalmente quantificada pela medição de sua temperatura de deflexão térmica (HDT). Eles também podem ser certificados para resistência a chamas, fumaça e toxicidade (FST). Materiais resistentes ao calor também tendem a resistir bem à umidade, levando a uma melhor estabilidade dimensional a longo prazo. Observe que materiais para altas temperaturas geralmente são mais frágeis do que outras categorias de materiais. Aplicações que envolvam tensão repetida, impacto ou risco de queda devem evitar o uso desses materiais.
A alta precisão e o acabamento de superfície liso tornam a DLP adequada para a impressão de dispositivos médicos, utilizando materiais especiais de grau médico que foram certificados de acordo com os requisitos regulatórios e normas relevantes.
As categorias gerais acima podem ser usadas para muitas aplicações. Para casos de uso que exigem propriedades especializadas (por exemplo, proteção ESD, retardância de chamas), outros materiais para fins especiais podem ser utilizados. Esses materiais 3D podem ser definidos pelo material termoplástico tradicional que substituem, por exemplo:
O Design para Manufatura Aditiva (DfAM) é a ideia de que a impressão 3D não começa apenas com a impressora propriamente dita. Ela começa com o projeto de uma peça. Atualmente, o projeto é feito levando em conta as limitações dos métodos tradicionais de produção. Como estamos lidando com um método de produção fundamentalmente diferente, o projeto da peça não deve ser limitado por restrições irrelevantes. O DfAM permite que você aproveite todo o potencial da manufatura aditiva.
Ao usar a manufatura aditiva para peças de produção, o design para a tecnologia é fundamental para aproveitar os verdadeiros benefícios da AM. Um bom DfAM pode ajudar a melhorar a qualidade, a funcionalidade e a produtividade, levando a custos gerais mais baixos e a um maior número de aplicações viáveis para a produção aditiva. Além disso, se você projetar para a manufatura aditiva, muitas vezes poderá consolidar peças em uma única peça integrada, reduzindo o trabalho de montagem e os desafios de qualidade frequentemente associados a processos de montagem manual de precisão.
Passo 1 – Considere a peça e a aplicação:
Etapa 2 – Escolha um material de manufatura aditiva:
Etapa 3 – Considere a orientação da peça a ser impressa:
A orientação da peça também pode afetar a qualidade da superfície:
Etapa 4 – Considere os requisitos de suporte:
Etapa 5 – Limpeza e pós-cura:
Por exemplo, a válvula venturi mostrada abaixo (em corte transversal) é totalmente autoportante, desde que seja impressa na orientação mostrada à esquerda (três portas voltadas para baixo, uma para cima). Se fosse impressa na outra orientação, a saída central interna de fluido (marcada em vermelho) precisaria de suporte.
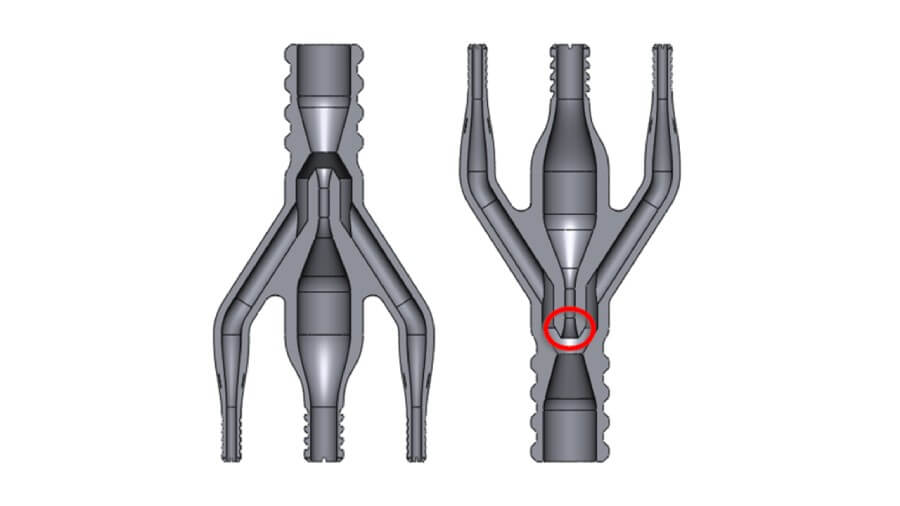
No entanto, para imprimir essa peça em grande volume, a densidade de encaixe desempenha um papel importante. Se todas as peças tivessem a mesma orientação, menos peças caberiam em uma única impressão, reduzindo o rendimento. Portanto, havia a necessidade de usar ambas as orientações, exigindo suporte para uma delas.
Usar material de suporte em DLP não é um problema em si, mas, neste caso, representou um desafio. A maneira lógica de adicionar suporte seria assim (linhas verdes):
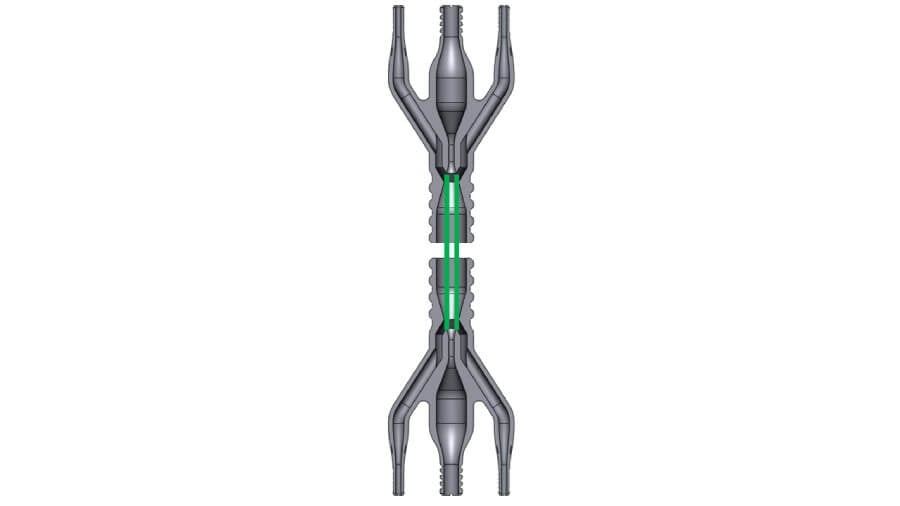
No entanto, colocar estruturas de suporte dentro de um tubo fechado tornaria quase impossível removê-las de forma limpa. Em vez disso, ao alterar ligeiramente o projeto, a válvula venturi é totalmente autossustentável em ambas as orientações:
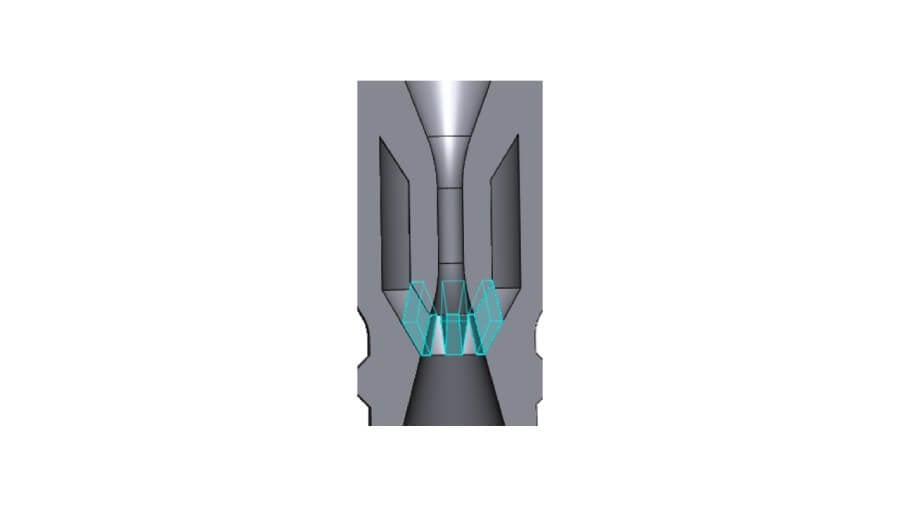
Essa solução adiciona contrafortes autossustentáveis (destacados em azul) conectando a parede lateral e a saída interna central de fluido para apoiar a porta sem suporte, ao mesmo tempo em que permite o fluxo de ar sem obstruções.
A tecnologia de impressão 3D DLP já é usada para imprimir peças de alta qualidade, repetíveis e totalmente funcionais. E está prestes a ficar ainda melhor:
Este método tem várias vantagens:
A tecnologia DLP é utilizada em diversas aplicações de manufatura aditiva. O denominador comum são os casos que exigem alta precisão e exatidão das peças, ou acabamento superficial fino, bem como um material de alto desempenho (como materiais resistentes, rígidos, elásticos ou resistentes a altas temperaturas). Aqui estão alguns exemplos de casos de uso em que a impressão 3D DLP se destaca:
A TryTec queria entrar no ramo de dispositivos médicos. Após se reunir com alguns profissionais da área médica, eles compreenderam claramente a necessidade: encontrar uma maneira de limpar dispositivos endoscópicos rapidamente. Eles tinham um conceito, mas a geometria era muito complexa. Não parecia adequada para moldagem por injeção.
A impressão 3D DLP combinou dois atributos essenciais necessários para que este produto saísse do papel:



