

En bref : L'impression 3D par traitement numérique de la lumière (DLP) utilise la projection de lumière pour durcir la résine photopolymère, produisant ainsi des pièces d'une excellente précision, dotées d'une finition de surface lisse et présentant des propriétés matérielles fonctionnelles. Alliant rapidité, fiabilité et large compatibilité des matériaux, la technologie DLP fait le pont entre le prototypage et la production, en fournissant des pièces isotropes et hautement performantes destinées aux secteurs de l'automobile, de l'aérospatiale, de l'industrie, du médical et des produits de grand public. La photopolymérisation programmable P3™ de Stratasys fait progresser la technologie DLP grâce à un contrôle de processus en boucle fermée et à un système de séparation pneumatique breveté, garantissant une précision, une répétabilité et une qualité de surface exceptionnelles.
L'impression DLP (Digital Light Processing) est une technologie d'impression 3D à base de résine qui utilise un écran de projecteur numérique pour photopolymériser un photopolymère liquide. En exposant simultanément l'image d'une couche entière à l'aide d'un dispositif à micromiroirs numériques (DMD), cette technologie atteint des vitesses d'impression nettement plus élevées et une plus grande exactitude dimensionnelle que les systèmes laser point par point, ce qui en fait une alternative viable au moulage par injection.
Le DLP est donc particulièrement adapté à la production en petite série de pièces.
Une fois chaque couche photopolymérisée, la plate-forme de fabrication se soulève pour laisser la résine fraîche s'écouler en dessous et former la section transversale suivante. C'est cette méthode de projection de couche entière qui confère au DLP son avantage en termes de vitesse par rapport aux autres technologies à base de résine.
Le DMD lui-même, développé par Texas Instruments en 1987, contient des milliers de miroirs microscopiques pouvant être contrôlés individuellement. Chaque miroir réfléchit la lumière soit vers la zone de fabrication, soit vers un dissipateur de faisceau, et la commutation rapide entre ces positions permet de contrôler la luminosité effective de chaque pixel. Dix ans plus tard, Digital Projection a utilisé cette technologie pour fabriquer le premier projecteur DLP.
En ce qui concerne les imprimantes DLP, le projecteur DLP proprement dit n'est qu'un composant (certes essentiel) d'une machine d'impression 3D complexe. Les imprimantes 3D DLP comportent quatre composants principaux :
Voici comment ils interagissent entre eux pour imprimer une pièce en 3D :
1. Le bac contient une résine photopolymère, c'est-à-dire un type de plastique qui durcit lorsqu'il est exposé à la lumière.
2. Une membrane flexible située au fond du bac (sous la plate-forme de fabrication) s'étend vers le bas, et une fine couche de résine s'y écoule. 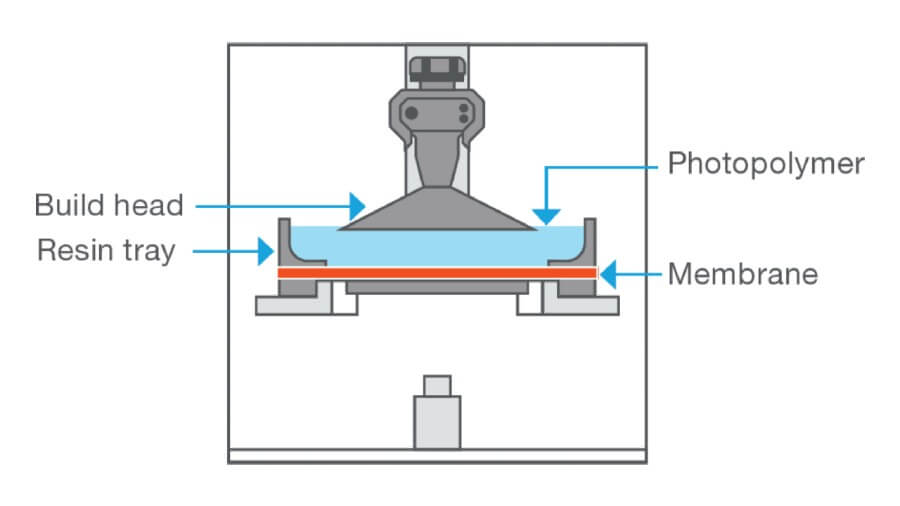
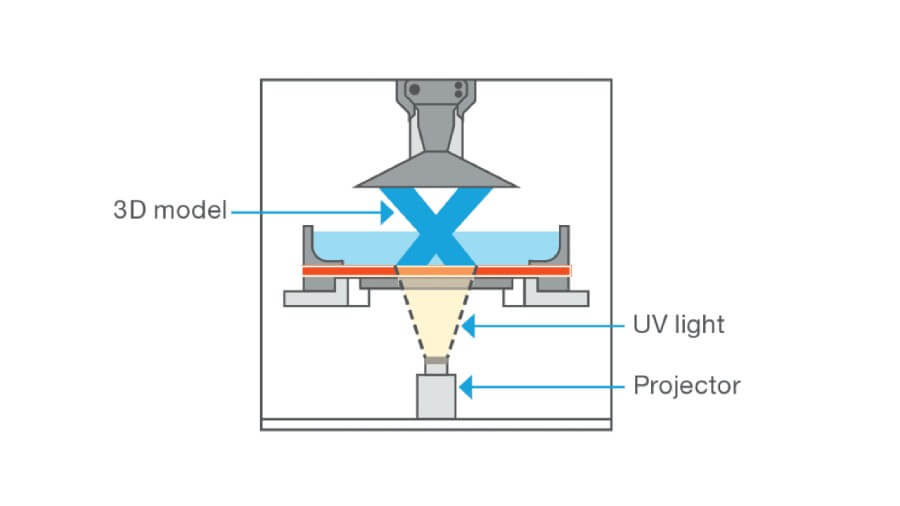
3. Le projecteur DLP durcit une tranche entière de la pièce imprimée en 3D en une seule fois, en projetant une image de cette tranche sur la surface de la résine dans le bac.
4. La membrane se contracte vers le haut pour se raccorder à la plate-forme d'impression et une fine couche de résine entre la membrane et la plate-forme d'impression est durcie.
5. La plate-forme d'impression est relevée (très légèrement, c'est la résolution de l'axe Z) pour permettre à davantage de résine de s'écouler en dessous.
6. Les étapes 2 à 5 sont répétées pour chaque couche jusqu’à ce que la pièce soit terminée.
La fabrication additive (FA) peut être classée de plusieurs façons, mais la plus simple consiste peut-être à commencer par le matériau utilisé. Pour simplifier à l'extrême, voici les catégories de matériaux :

Tous les types de plastiques subissent une transformation, passant d'un état plus fluide ou malléable à leur état « final ». La principale différence entre les thermoplastiques et les thermodurcissables réside dans la réversibilité de cette transformation. Les thermoplastiques subissent un processus entièrement bidirectionnel lorsqu'ils durcissent ou se solidifient pour atteindre un état « permanent ».
Ce processus peut être inversé pour retrouver la matière première d'origine. En revanche, les thermodurcissables – comme leur nom l'indique – sont fixés en place. Une fois que le plastique est durci, il ne peut plus revenir à son état d'origine.
Une autre façon d'envisager la question consiste à observer ce qui se passe lorsque l'on applique de la chaleur au plastique durci :
Toute technologie de fabrication additive donnée ne fonctionne (généralement) qu'avec un seul type de catégorie de matériaux.
L'ISO reconnaît sept grands groupes de technologies de fabrication additive :
|
Terme ISO |
Variantes |
Catégorie de matériaux utilisée |
|
Projection de liant |
|
Métal (et autres matériaux non plastiques) |
|
Dépôt par énergie dirigée |
LDW, EBAM, LENS |
Métal |
|
Extrusion de matériau |
FDM |
Thermoplastiques |
|
Projection de matière |
PolyJet |
Thermosodés |
|
Fusion sur lit de poudre |
SAF |
Thermoplastiques |
|
Laminage de feuilles |
|
Métal |
|
Photopolymérisation en cuve |
SLA, DLP, LCD |
Thermosets |
Il ressort clairement de cet aperçu que la technologie DLP est la plus proche des autres formes de photopolymérisation en cuve. Cela dit, il est utile de comparer toutes les formes d'impression 3D par polymérisation afin de déterminer quand il est préférable d'utiliser la technologie DLP et quand d'autres méthodes seraient plus indiquées.
Examinons de plus près la photopolymérisation en cuve et ses différentes formes.
La SLA partage de nombreuses caractéristiques avec la DLP :
Les principales différences concernent le type de source UV et la direction d'impression :
La technologie LCD est encore plus proche de l'impression 3D DLP. Dans ce cas, les deux technologies utilisent une image projetée pour durcir chaque couche en une seule fois, et toutes deux exposent la résine photopolymère par le bas. Voici les différences entre les deux :
Alors que la DLP utilise un projecteur équipé d'un DMD (miroirs microscopiques) pour réfléchir la lumière UV sur la résine photopolymère, la technologie LCD utilise un réseau de LED UV partiellement masquées par un écran LCD afin de déterminer les points à durcir. C'est pourquoi la technologie LCD est parfois appelée impression 3D SLA masquée (mSLA). La technologie DLP est une technologie de FA plus mature et repose sur des composants plus fiables et durables, bien que plus coûteux. Elle offre également une irradiance plus élevée que la technologie LCD, ce qui signifie qu'elle peut prendre en charge une plus grande variété de matériaux. La technologie LCD est sensible au débordement de pixels et à la dégradation inégale de la source lumineuse, c'est pourquoi on la retrouve généralement davantage dans les imprimantes 3D destinées aux amateurs, car celles-ci peuvent sacrifier un certain niveau de répétabilité et de précision au profit d'un coût moindre.
Au risque de trop généraliser, résumons les principales différences entre les imprimantes DLP, LCD et SLA. La plupart des valeurs du tableau ci-dessous varient considérablement en fonction du prix, du matériau et d’autres facteurs. Toutefois, ce tableau devrait donner une idée générale des avantages, des inconvénients et des cas d’utilisation de chacune de ces technologies d’impression 3D à base de résine :
|
SLA |
LCD |
DLP |
|
|
Longueur d'onde de la source lumineuse |
355 nm |
405 nm |
385 nm |
|
Matériaux haute performance |
Large gamme |
Limité |
Large gamme |
|
Vitesse d'impression |
Moyenne/rapide |
Très rapide |
Rapide |
|
Taille d'impression |
Petite à grande |
Petit à moyen |
Petit |
|
Prix (matériel) |
Moyen à élevé |
Faible |
Moyen à élevé |
|
Exactitude et précision |
Excellente |
Moyenne |
Excellente |
|
Applications typiques |
|
|
|
L'impression 3D DLP offre des avantages industriels significatifs, notamment une précision extrême, une production à vitesse élevée et des coûts de maintenance réduits. Grâce à l'utilisation d'un dispositif à micromiroirs numériques (DMD), elle garantit une résolution uniforme et des détails nets, ce qui en fait une alternative fiable au moulage par injection pour la fabrication de pièces fonctionnelles à haute performance.
La technologie DLP utilise un contrôle pixel par pixel pour créer des pièces présentant des états de surface lisses et des détails complexes. La source lumineuse étant fixe, elle élimine les vibrations ou les imprécisions souvent observées dans les systèmes à laser.
Le moteur lumineux DLP a généralement une durée de vie plus longue que les écrans LCD. Ces projecteurs sont conçus pour offrir une fiabilité industrielle, en maintenant une uniformité du rayonnement UV pendant des milliers d’heures de fonctionnement.
Comme le projecteur projette simultanément une couche entière, le temps d’impression dépend uniquement de la hauteur de la pièce, et non de la quantité ou de la complexité des éléments présents sur le plateau d’impression.
Comportant moins de pièces mobiles que les systèmes FDM ou SLA, les imprimantes DLP subissent moins d’usure mécanique. La conception fermée du moteur optique protège également les composants optiques sensibles de la poussière et de la contamination par la résine.
La technologie DLP permet l'impression 3D à partir de matériaux présentant des propriétés variées. Sa source de lumière UV de 385 nm est parfaitement adaptée au durcissement d'une large gamme de résines. Le dénominateur commun de tous les matériaux compatibles est qu'ils doivent être des photopolymères. (Rappelons que l'ensemble du processus d'impression DLP repose sur le durcissement de la résine par la lumière.)
Les photopolymères DLP peuvent être classés dans les catégories fonctionnelles suivantes :
Les matériaux résistants aux hautes températures ont tendance à être plus cassants, tandis que les matériaux plus élastiques ou plus résistants ont généralement une résistance aux températures plus faible. Il convient de garder cela à l'esprit lors du choix du matériau le mieux adapté à votre application.
Ces matériaux sont polyvalents en matière d'impression 3D par DLP. Ils présentent les avantages suivants :
Les matériaux résistants peuvent supporter les chocs ou les mouvements répétitifs. Bien que leur élasticité puisse varier, ils partagent généralement une résistance élevée aux chocs. Les matériaux DLP résistants peuvent être classés en fonction du type de thermoplastique qu'ils imitent, par exemple :
Ces matériaux imitent le caoutchouc sous diverses formes, pour des applications telles que :
Les photopolymères élastomères sont caractérisés par :
D'une manière générale, les matériaux présentant des valeurs Shore plus faibles peuvent s'étirer davantage (allongement à la rupture plus important). Les élastomères plus durs peuvent être utilisés pour les prototypes de forme, d'ajustement et fonctionnels, tandis que les élastomères plus souples sont plus couramment utilisés dans les joints d'étanchéité et les garnitures.
Il s'agit de matériaux DLP capables de résister à une exposition prolongée à la chaleur, généralement quantifiée par la mesure de leur température de déflexion thermique (HDT). Ils peuvent également être certifiés pour leur résistance au feu, à la fumée et à la toxicité (FST). Les matériaux résistants à la chaleur ont également tendance à bien résister à l'humidité, ce qui se traduit par une meilleure stabilité dimensionnelle à long terme. Notez que les matériaux haute température sont généralement plus fragiles que les autres catégories de matériaux. Il convient d'éviter d'utiliser ces matériaux dans les applications impliquant des contraintes répétées, des chocs ou un risque de chute.
Grâce à leur haute précision et à leur finition de surface lisse, les imprimantes DLP sont adaptées à l'impression de dispositifs médicaux, en utilisant des matériaux spéciaux de qualité médicale certifiés conformément aux exigences réglementaires et aux normes applicables.
Les catégories générales ci-dessus peuvent être utilisées pour de nombreuses applications. Pour les cas d'utilisation nécessitant des propriétés spécialisées (par exemple, protection ESD, ignifugation), d'autres matériaux à usage spécifique peuvent être utilisés. Ces matériaux 3D peuvent être définis par le matériau thermoplastique traditionnel qu'ils remplacent, par exemple :
La conception pour la fabrication additive (DfAM) repose sur l'idée que l'impression 3D ne commence pas seulement avec l'imprimante elle-même. Elle commence dès la conception de la pièce. La conception actuelle tient compte des limites des méthodes de production traditionnelles. Comme nous avons affaire à une méthode de production fondamentalement différente, la conception des pièces ne devrait pas être limitée par des contraintes non pertinentes. La DfAM vous permet d'exploiter tout le potentiel de la fabrication additive.
Lorsque l'on utilise la fabrication additive pour des pièces de production, la conception adaptée à cette technologie est essentielle pour tirer pleinement parti des avantages de la FA. Une bonne conception pour la fabrication additive peut vous aider à améliorer la qualité, la fonctionnalité et le rendement, ce qui se traduit par une réduction des coûts globaux et un plus grand nombre d'applications viables pour la production additive. De plus, si vous concevez pour la fabrication additive, vous pouvez souvent regrouper plusieurs pièces en une seule pièce intégrée, ce qui réduit la main-d'œuvre nécessaire à l'assemblage et les problèmes de qualité souvent liés aux processus d'assemblage manuel de précision.
Étape 1 – Examiner la pièce et l'application :
Étape 2 – Choisissez un matériau d'impression 3D :
Étape 3 – Tenez compte de l'orientation de la pièce à imprimer :
L'orientation de la pièce peut également affecter la qualité de la surface :
Étape 4 – Tenez compte des besoins en supports :
Étape 5 - Nettoyage et post-polymérisation :
Par exemple, la vanne à venturi illustrée ci-dessous (en coupe transversale) est entièrement autoportante, à condition qu'elle soit imprimée dans l'orientation indiquée à gauche (trois orifices orientés vers le bas, un vers le haut). Si elle était imprimée dans l'autre orientation, la sortie centrale interne du fluide (marquée en rouge) aurait besoin d'un support.
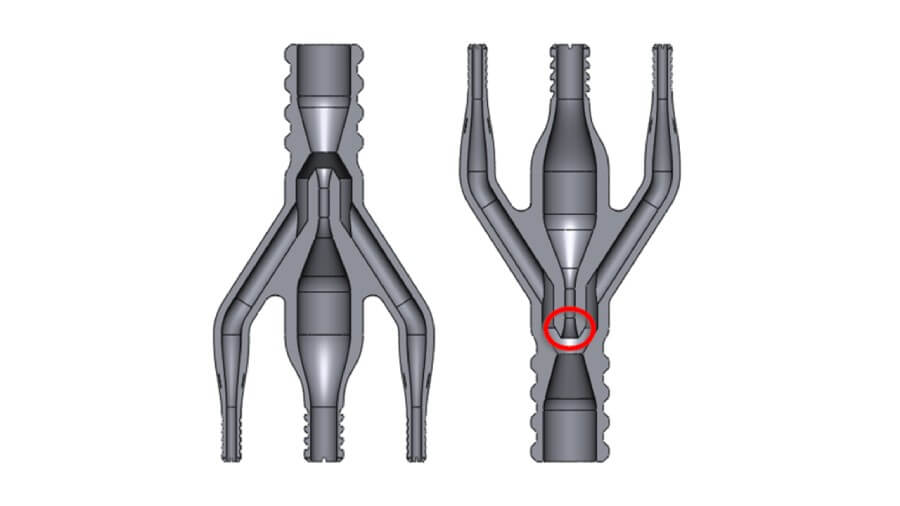
Cependant, pour imprimer cette pièce en volume, la densité d'imbrication joue un rôle majeur. Si toutes les pièces avaient la même orientation, moins d'entre elles pourraient tenir sur une seule impression, ce qui réduirait le débit. Il était donc nécessaire d'utiliser les deux orientations, ce qui exigeait un support pour l'une d'entre elles.
L'utilisation de matériau de support en DLP n'est pas un problème en soi, mais dans ce cas précis, cela posait un défi. La manière logique d'ajouter un support serait la suivante (lignes vertes) :
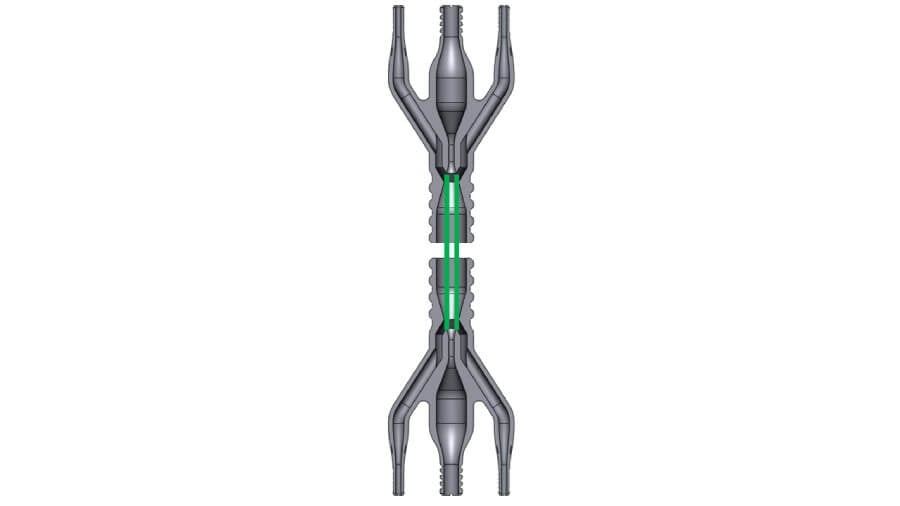
Cependant, placer des structures de support à l'intérieur d'un tube fermé rendrait leur retrait propre pratiquement impossible. Au lieu de cela, en modifiant légèrement la conception, la vanne à venturi est entièrement autoportante dans les deux orientations :
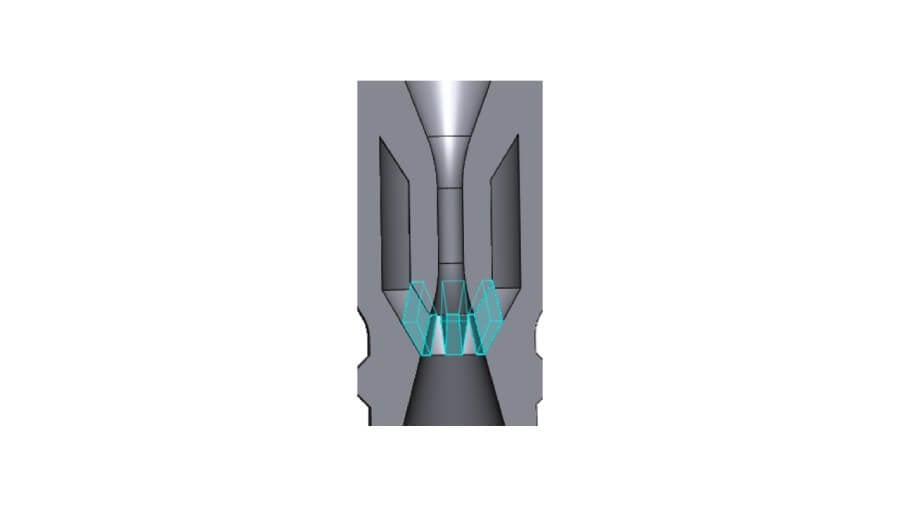
Cette solution ajoute des contreforts autoportants (surlignés en bleu) reliant la paroi latérale et la sortie centrale interne du fluide afin de soutenir l'orifice non soutenu tout en permettant un écoulement d'air sans obstruction.
La technologie d'impression 3D DLP est déjà utilisée pour imprimer des pièces de haute qualité, reproductibles et entièrement fonctionnelles. Et elle est en passe de s'améliorer encore :
Cette méthode présente plusieurs avantages :
La technologie DLP est utilisée dans diverses applications de fabrication additive. Le dénominateur commun est tout cas nécessitant à la fois une grande exactitude et une grande précision des pièces, ou un fini de surface soigné, ainsi qu’un matériau hautement performant (tel que des matériaux résistants, rigides, élastiques ou résistants aux hautes températures). Voici quelques exemples d’applications dans lesquelles l’impression 3D DLP excelle :
TryTec souhaitait se lancer dans le secteur des dispositifs médicaux. Après avoir rencontré plusieurs professionnels de santé, l'entreprise a clairement cerné le besoin : trouver un moyen de nettoyer rapidement les dispositifs endoscopiques. Elle avait un concept, mais la géométrie était très complexe. Elle ne semblait pas adaptée au moulage par injection.
L'impression 3D DLP combinait deux caractéristiques essentielles pour permettre à ce produit de voir le jour :



