In previous posts, we discussed the potential for FDM tooling to significantly disrupt the composite tooling supply chain and provided examples of FDM composite tooling in industry. In this post we will go through some tips and tricks for designing FDM composite tools.
FDM composite tooling offers a distinct advantage over traditionally manufactured tooling in that an FDM tool can have a complex, highly functional design tailored to the manufacturing process without sacrificing cost or lead time. However, if improperly designed, these advantages can be greatly reduced.
In general, the design process for FDM tooling is primarily driven by the process parameters for the final composite part (cure cycle, pressure, bagging approach, etc.). Cure cycle will dictate material selection, while pressures and bagging approach will impact the design style and construction.
Typically, FDM tooling is designed in one of two major styles, shell style and sparse style, Figure 1. That said, FDM composite tooling is not limited to these two styles — designs can be as complex, as simple, or as functionally oriented as the application requires.
Figure 3-1: Sparse (left) and shell (right) style tools for UAV fan blades
Shell style tools typically require less material and build faster than their sparse style counterparts. Additionally shell style is often utilized when envelope bagging is preferred or desired.
Sparse style tool design uses the basis of the shell tool, but reinforces it with an internal fill pattern, or essentially a support structure. Sparse style tools are typically used when surface bagging is preferred and/or tool rigidity is required.
Regardless of the general tool style, designers should strive to minimize material use while optimizing print time and quality for the desired application.
The following are general tips for cost-effective design of FDM:
2. Use self-supporting angles to minimize the amount of support material required, Figure 3. Overhanging features require support material, which significantly extends build times while also increasing material use.
Figure 3: (Build orientation from bottom to top) Example internal features with support material shown where required, features on the left utilize self-supporting angels (45 degrees relative to the build plane) to eliminate the need for support material.
3. Orient the tool such that the layup surface is printed in a vertical orientation and requires the least amount of support material, Figures 3-5. The vertical orientation typically produces the best surface finish by minimizing stair-stepping. This maximizes surface quality and minimizing post processing work.
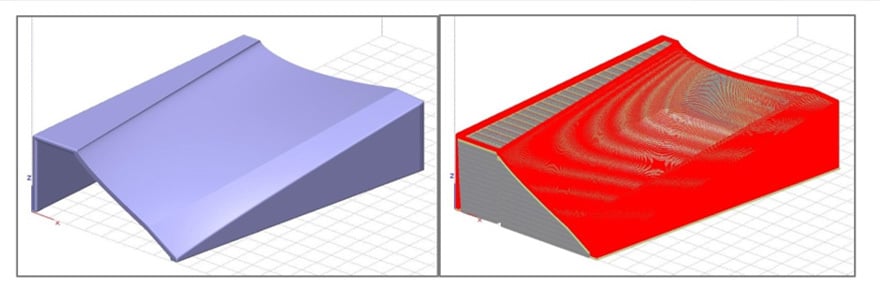
Figure 3: 'Flat' build orientation resulting in significant support material and lower resolution on the lay-up surface.
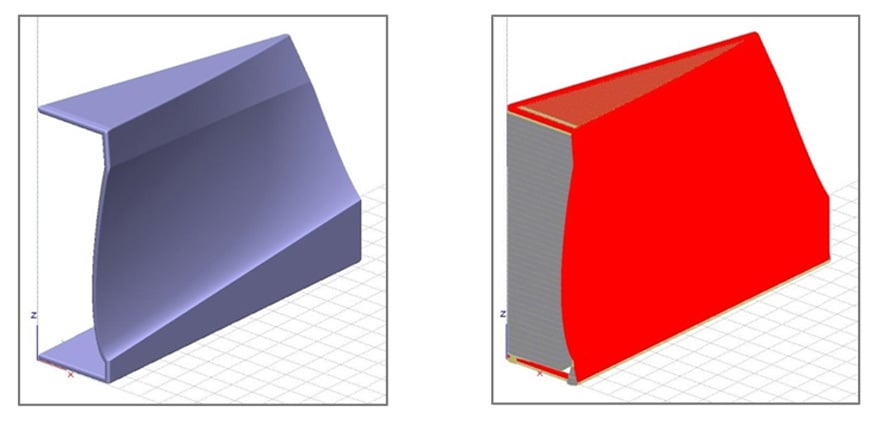
Figure 4: Sub-optimal 'Vertical-A' build orientation. This orientation will produced good surface resolution at the lay-up surface but signifiant support material is still required.
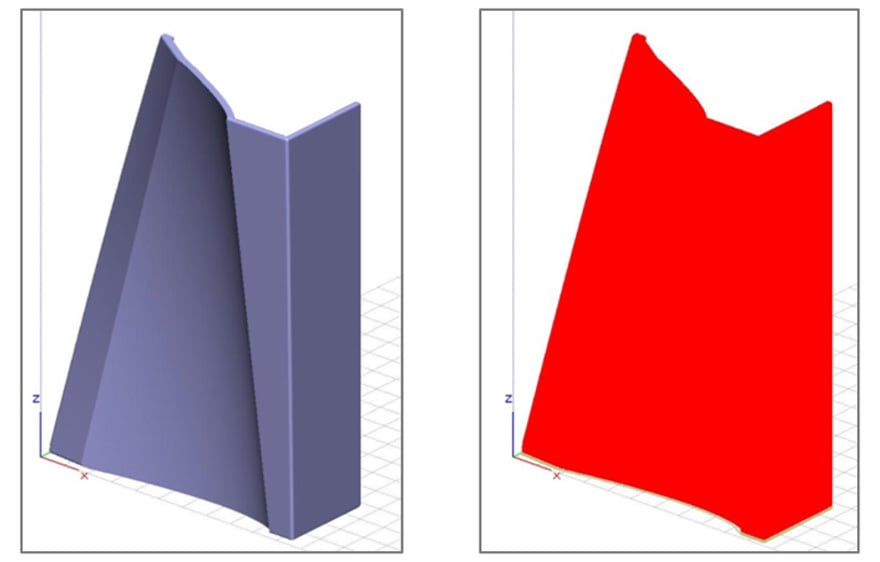
Figure 5: Optimal 'Vertical -B' build orientation. This orientation maximizes lay-up surface resolution and minimizes support material use.
4. Utilize larger layer thicknesses, aka - slice heights (0.013 and 0.020 inch). Larger slice heights dramatically reduce print time and allow for less dense support structures in sparse style tool designs. This can significantly reduce cost with very little impact on finishing work (depending on build orientation – refer to tip 3 above).
5. Avoid ultra-fine features such as scribe lines and rosettes. These features, typically just 0.005 inch in depth, do not print reliably even at the finer slice heights. Alternatively, a secondary trim tool can be designed and utilized for post-processing operations.
These are just a few of the main design tips that can help optimize FDM composite tooling. Additional tips, tricks, and best practices of FDM tooling can be found in the FDM Composite Tooling Design Guide.