

Resumen:
La impresión 3D con procesamiento digital de luz (DLP) utiliza luz proyectada para curar la resina fotopolimérica, lo que permite producir piezas con una precisión excelente, un acabado superficial liso y propiedades materiales funcionales. Al combinar velocidad, fiabilidad y una amplia compatibilidad con los materiales, la tecnología DLP tiende un puente entre la creación de prototipos y la producción, y ofrece piezas isotrópicas de alto rendimiento para aplicaciones automovilísticas, aeroespaciales, industriales, médicas y de consumo. La fotopolimerización programable P3™ de Stratasys mejora la tecnología DLP con un control de proceso de bucle cerrado y un sistema de separación neumática patentado que ofrece una precisión, repetibilidad y calidad de superficie excepcionales.
DLP® es una tecnología de proyección de luz. La impresión 3D DLP se utiliza para crear piezas de alta precisión con superficies lisas, utilizando materiales de alto rendimiento que añaden propiedades funcionales a las piezas producidas.
Esto hace que la tecnología sea muy adecuada para la producción de piezas, una buena alternativa al moldeo por inyección para la fabricación de bajos volúmenes.
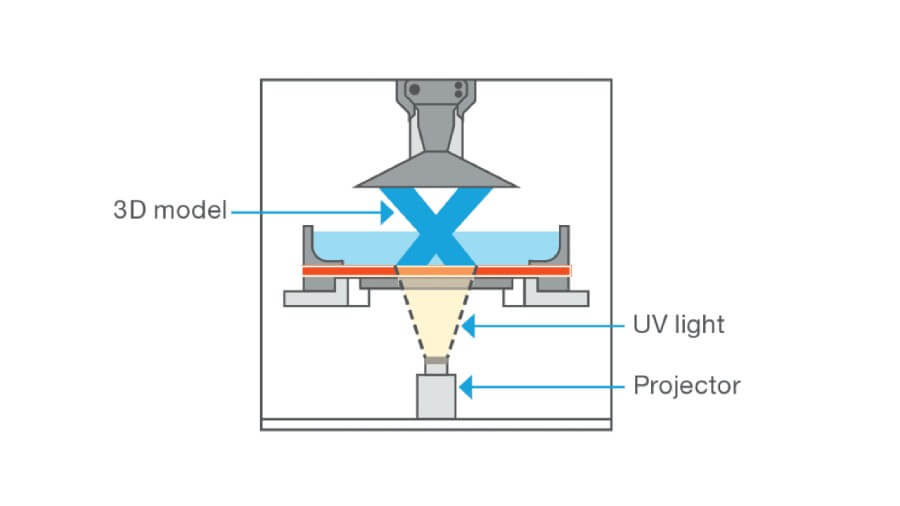
La impresión DLP es una tecnología de impresión 3D basada en resina que utiliza un proyector de procesamiento digital de luz (DLP) para curar rápidamente la resina fotopolimérica líquida, solidificando capas enteras simultáneamente para construir objetos 3D.
El proyector de luz digital proyecta la imagen de toda una capa simultáneamente, curando la resina fotopolimérica líquida en una sola exposición. La resina se solidifica rápidamente cuando se expone a longitudes de onda específicas de luz UV emitidas por el proyector. Después de que cada capa se endurece, la plataforma de construcción se eleva con precisión, permitiendo que la resina fresca fluya por debajo para la siguiente sección transversal. Este método de proyección de capa completa permite velocidades de impresión más rápidas en comparación con otras tecnologías de impresión 3D basadas en resina.
DLP es un método digital de proyección de luz, lo que significa que controla los píxeles individuales de la pantalla: color, brillo y contraste. En esencia, DLP utiliza un dispositivo de microespejos digitales (DMD) para reflejar la luz hacia los píxeles deseados.
Desarrollado por primera vez por Texas Instruments en 1987, un DMD se compone de miles de espejos microscópicos. Diez años más tarde, Digital Projection utilizó esta tecnología para crear el primer proyector DLP.
El proyector puede controlar cada espejo individualmente para reflejar la luz hacia la pantalla o alejarla (hacia un colector de haz). Además, los espejos pueden girarse rápidamente «on» y «off» para reducir el brillo efectivo del color (o la escala de grises).
En lo que respecta a las impresoras DLP, el proyector DLP es solo uno de los componentes (aunque fundamental) de una compleja máquina de impresión 3D. Las impresoras 3D DLP tienen cuatro componentes principales:
Así es como interactúan entre sí para imprimir una pieza en 3D:
1. El depósito contiene una resina fotopolimérica, es decir, un tipo de plástico que se endurece cuando se expone a la luz.
2. Una membrana flexible situada en el fondo del depósito (debajo de la plataforma de construcción) se expande hacia abajo y una fina capa de resina fluye hacia dentro. 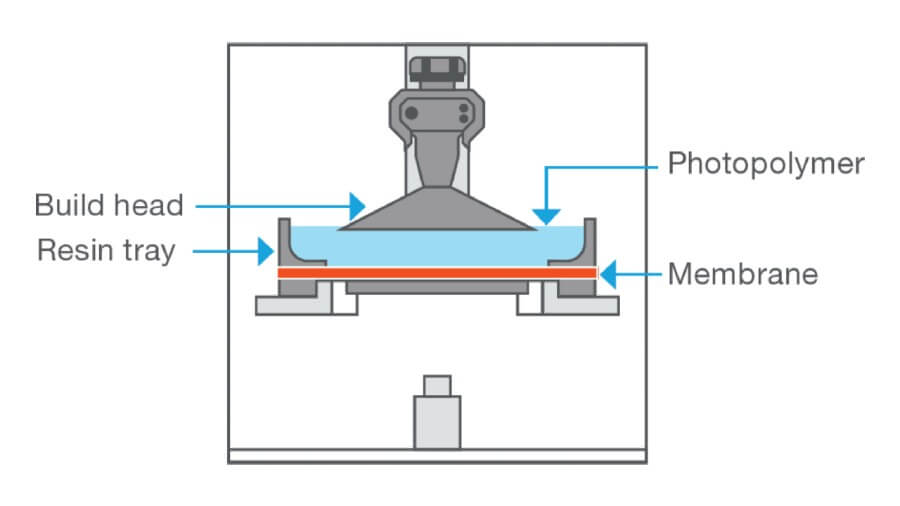
3. El proyector DLP endurece toda una sección de la pieza impresa en 3D de una sola vez, proyectando una imagen de esa sección sobre la superficie de la resina en el depósito.
4. La membrana se contrae hacia arriba para conectarse a la plataforma de construcción y se cura una fina capa de resina entre la membrana y la plataforma de construcción.
5. La plataforma de construcción se eleva (muy ligeramente, esta es la resolución del eje Z) para permitir que fluya más resina por debajo.
6. Los pasos 2 a 5 se repiten para cada corte hasta que la pieza está completa.
La fabricación aditiva (AM) se puede clasificar de varias maneras, pero quizás la más sencilla es empezar por el material utilizado. Para simplificarlo al máximo, estas son las categorías de materiales:

Todos los tipos de plástico experimentan un cambio desde un estado más fluido o moldeable hasta su estado «final». La principal diferencia entre los termoplásticos y los termoestables es la reversibilidad de este cambio. Los termoplásticos experimentan un proceso totalmente bidireccional cuando se endurecen o se fijan en un estado «permanente».
Este proceso puede revertirse para recuperar la materia prima original. Por el contrario, los termoestables, como su nombre indica, se fijan en su lugar. Una vez que el plástico se ha curado, no puede volver a su estado original.
Otra forma de verlo es lo que ocurre cuando se aplica calor al plástico fijado:
Cualquier tecnología de fabricación aditiva (por lo general) funciona con un solo tipo de categoría de material.
La ISO reconoce siete grupos principales de tecnologías de fabricación aditiva:
|
Término ISO |
Variaciones |
Categoría de material utilizada |
|
Inyección de aglutinante |
|
Metal (y otros materiales no plásticos) |
|
Deposición de energía dirigida |
LDW, EBAM, LENS |
Metal |
|
Extrusión de material |
FDM |
Termoplásticos |
|
Inyección de material |
PolyJet |
Termoestables |
|
Fusión en lecho de polvo |
SAF |
Termoplásticos |
|
Laminado de láminas |
|
Metal |
|
Fotopolimerización en cubeta |
SLA, DLP, LCD |
Termoestables |
De esta descripción
general se desprende claramente que la DLP es la más parecida a otras formas de fotopolimerización en cubeta. Dicho esto, resulta útil comparar todas las formas de impresión 3D con polímeros para ver cuándo es mejor utilizar la DLP y cuándo es preferible recurrir a otros métodos.
Todos los métodos de fabricación aditiva tienen sus pros y sus contras, y el DLP no es una excepción. Dicho esto, el DLP puede ser la mejor tecnología en términos generales. Con la mayoría de las tecnologías de fabricación aditiva, existe una clara compensación entre la estética y el rendimiento. El modelado por
deposición fundida (FDM), por ejemplo, destaca en cuanto a resistencia, rendimiento y durabilidad. Sin embargo, su precisión y acabado superficial no son suficientes para determinadas piezas de uso final. Por otro lado, PolyJet tiene un acabado superficial, una textura y un color que son realmente los mejores de su clase.
Sin embargo, la mayoría de los materiales PolyJet no resisten el paso del tiempo. Cada una de estas (y otras) tecnologías de fabricación aditiva son excepcionales para determinadas aplicaciones y, por supuesto, deben utilizarse en esos casos.
DLP, por otro lado, combina una muy buena calidad de las piezas con materiales funcionales y un bajo coste por pieza.
Otras ventajas son:
La SLA comparte muchas características con la DLP:
Las principales diferencias están relacionadas con el tipo de fuente UV y la dirección de impresión:
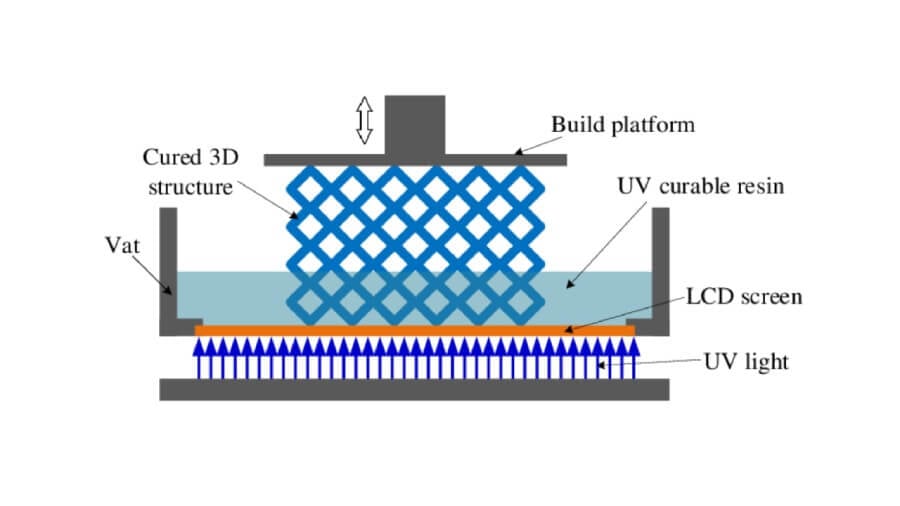
Esquema de una impresora 3D LCD, de ResearchGate
La LCD está aún más relacionada con la impresión 3D DLP. En este caso, ambas tecnologías utilizan una imagen proyectada para curar cada capa de una vez, y ambas tecnologías exponen la resina fotopolimérica desde la parte inferior. Estas son las diferencias entre ambas:
Mientras que DLP utiliza un proyector con DMD (espejos microscópicos) para reflejar la luz UV sobre la resina fotopolimérica, LCD utiliza una matriz de LED UV que están parcialmente enmascarados por una pantalla LCD para determinar qué puntos deben curarse. Por esta razón, LCD a veces se denomina impresión 3D SLA enmascarada (mSLA). La DLP es una tecnología de fabricación aditiva más madura y se basa en componentes más fiables y duraderos, aunque más caros. También proporciona una mayor irradiancia que la LCD, lo que significa que puede manejar una mayor variedad de materiales. La LCD es susceptible al sangrado de píxeles y a la degradación desigual de la fuente de luz, por lo que suele verse más en impresoras 3D para aficionados, ya que pueden sacrificar cierto nivel de repetibilidad y precisión a cambio de un menor coste.
A riesgo de generalizar en exceso, resumamos las diferencias fundamentales entre las impresoras DLP, LCD y SLA. La mayoría de los valores de la tabla siguiente varían significativamente en función del precio, el material y otros factores. No obstante, debería ofrecer una idea general de las ventajas, los inconvenientes y cuándo utilizar cada una de estas tecnologías de impresión 3D basadas en resina:
|
|
SLA |
LCD |
DLP |
|
Longitud de onda de la fuente de luz |
355 nm |
405 nm |
385 nm |
|
Materiales de alto rendimiento |
Amplio rango |
Limitado |
Amplio rango |
|
Velocidad de impresión |
Media/rápida |
Muy rápida |
Rápida |
|
Tamaño de construcción |
Pequeño a grande |
Pequeño a mediano |
Pequeño |
|
Precio (hardware) |
Medio a alto |
Bajo |
Medio a alto |
|
Exactitud y precisión |
Excelente |
Media |
Excelente |
|
Aplicaciones típicas |
|
|
|
La tecnología DLP se utiliza en diversas aplicaciones de fabricación aditiva. El denominador común es cualquier caso que requiera tanto una alta precisión y exactitud de las piezas, o un acabado superficial fino, como un material de alto rendimiento (como materiales resistentes, rígidos, elásticos o resistentes a altas temperaturas). A continuación se muestran algunos ejemplos de casos de uso en los que destaca la impresión 3D DLP:
La DLP puede imprimir en 3D utilizando materiales con una gran variedad de propiedades. Su fuente de luz UV de 385 nm es muy adecuada para curar una amplia gama de materiales de resina. El denominador común de todos los materiales compatibles es que deben ser fotopolímeros. (Recuerde que todo el proceso de impresión DLP se basa en el curado de la resina con luz).
Los fotopolímeros DLP se pueden agrupar en las siguientes categorías funcionales:
Los materiales resistentes a altas temperaturas tienden a ser más frágiles, mientras que los materiales más elásticos o resistentes tienden a tener una menor resistencia a la temperatura. Esto debe tenerse en cuenta a la hora de determinar el material más adecuado para su aplicación.

Estos materiales son muy versátiles cuando se trata de la impresión 3D con DLP. Tienen las siguientes ventajas:

Los materiales resistentes pueden soportar impactos o movimientos repetitivos. Aunque su elasticidad puede variar, en general comparten una alta resistencia al impacto. Los materiales DLP resistentes se pueden clasificar según el tipo de termoplástico que imitan, por ejemplo:

Estos materiales imitan el caucho en diversas formas, para aplicaciones tales como:
Los fotopolímeros elastoméricos se cuantifican mediante:
En términos generales, los materiales con valores Shore más bajos pueden estirarse más (mayor elongación a la rotura). Los elastómeros más duros se pueden utilizar para prototipos de forma, ajuste y funcionales, mientras que los elastómeros más blandos se utilizan más comúnmente en juntas y empaquetaduras.

Se trata de materiales DLP que pueden soportar una exposición prolongada al calor, que suele cuantificarse con una medición de su temperatura de deflexión térmica (HDT). También pueden estar certificados para soportar el fuego, el humo y la toxicidad (FST). Los materiales resistentes al calor también tienden a resistir bien la humedad, lo que se traduce en una mejor estabilidad dimensional a largo plazo. Tenga en cuenta que los materiales de alta temperatura suelen ser más frágiles que otras categorías de materiales. Las aplicaciones que impliquen esfuerzos repetidos, impactos o riesgo de caída deben evitar el uso de estos materiales.

Su alta precisión y su acabado superficial liso hacen que el DLP sea adecuado para la impresión de dispositivos médicos, utilizando materiales especiales de grado médico que han sido certificados de acuerdo con los requisitos y normas reglamentarios pertinentes.
Las categorías generales anteriores pueden utilizarse para muchas aplicaciones. Para los casos de uso que requieren propiedades especializadas (por ejemplo, protección ESD, retardancia de llama), se pueden utilizar otros materiales para fines especiales. Estos materiales 3D pueden delimitarse por el material termoplástico tradicional al que sustituyen, por ejemplo:
El diseño para la fabricación aditiva (DfAM) se basa en la idea de que la impresión 3D no solo comienza con la impresora propiamente dicha. Comienza con el diseño de una pieza. El diseño actual se realiza teniendo en cuenta las limitaciones de los métodos de producción tradicionales. Dado que se trata de un método de producción fundamentalmente diferente, el diseño de las piezas no debe verse limitado por restricciones irrelevantes. El DfAM le permite aprovechar todo el potencial de la fabricación aditiva.
Cuando se utiliza la fabricación aditiva para producir piezas, es fundamental diseñar para esta tecnología a fin de aprovechar las verdaderas ventajas de la AM. Un buen DfAM puede ayudarle a mejorar la calidad, la funcionalidad y el rendimiento, lo que se traduce en una reducción de los costes generales y un mayor número de aplicaciones viables para la producción aditiva. Además, si diseña para la fabricación aditiva, a menudo puede consolidar las piezas en una sola pieza integrada, lo que reduce la mano de obra de montaje y los problemas de calidad que suelen estar relacionados con los procesos de montaje manual de precisión.
Paso 1: tenga en cuenta la pieza y la aplicación.
Paso 2: elegir un material de fabricación aditiva:
Paso 3: tenga en cuenta la orientación de la pieza impresa:
La orientación de la pieza también puede afectar a la calidad de la superficie:
Paso 4: tenga en cuenta los requisitos de soporte:
Paso 5: Limpieza y poscurado:
Por ejemplo, la válvula Venturi que se muestra a continuación (en sección transversal) es totalmente autoportante, siempre que se imprima en la orientación que se muestra a la izquierda (tres puertos hacia abajo y uno hacia arriba). Si se imprimiera en la otra orientación, la salida de fluido interna central (marcada en rojo) necesitaría soporte.
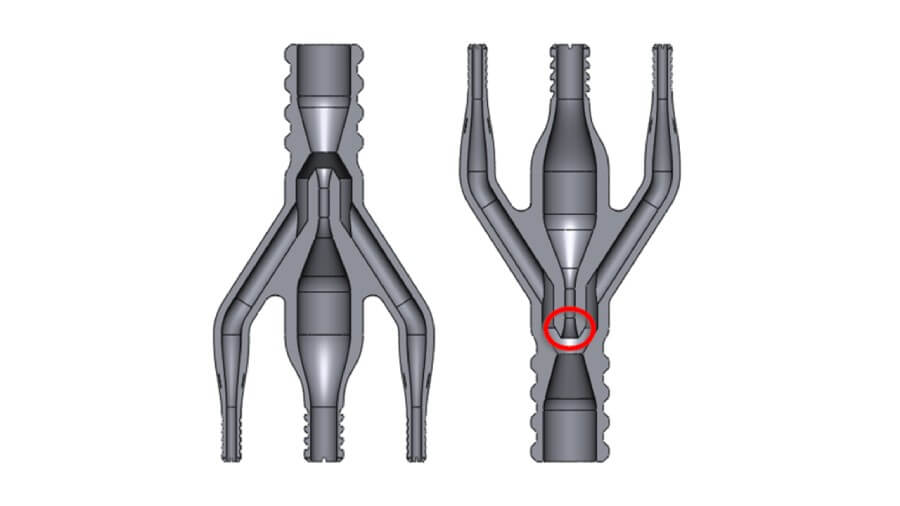
Sin embargo, para imprimir esta pieza en volumen, la densidad de anidamiento juega un papel importante. Si todas las piezas tuvieran la misma orientación, cabrían menos en una sola impresión, lo que reduciría el rendimiento. Por lo tanto, era necesario utilizar ambas orientaciones, lo que requería soporte para una de ellas.
El uso de material de soporte en DLP no es un problema en sí mismo, pero en este caso sí supuso un reto. La forma lógica de añadir soporte sería así (líneas verdes):
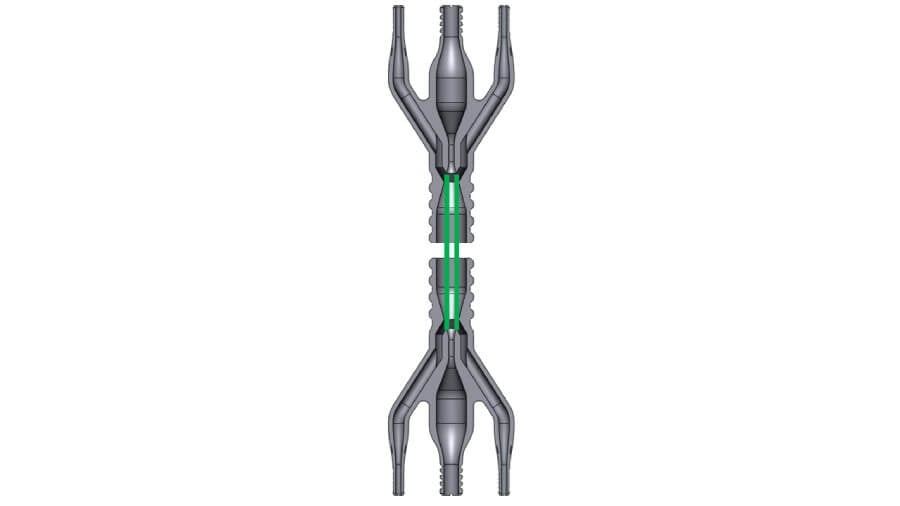
Sin embargo, colocar estructuras de soporte dentro de un tubo cerrado haría que fuera casi imposible retirarlas limpiamente. En su lugar, modificando ligeramente el diseño, la válvula Venturi es totalmente autoportante en ambas orientaciones:
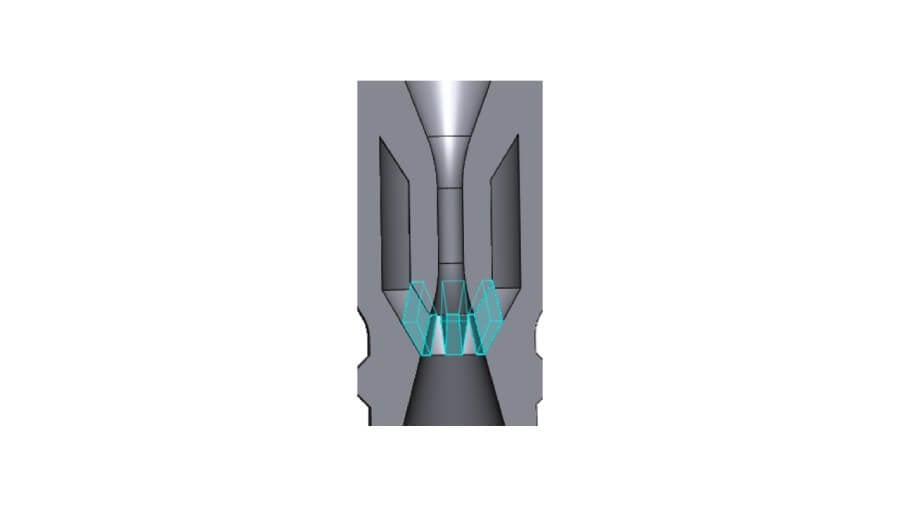
Esta solución añade contrafuertes autoportantes (resaltados en azul) que conectan la pared lateral y la salida de fluido interna central para soportar el puerto sin soporte, al tiempo que permiten un flujo de aire sin obstáculos.
La tecnología de impresión 3D DLP ya se utiliza para imprimir piezas de alta calidad, repetibles y totalmente funcionales. Y está a punto de mejorar aún más:
1. ¿Qué es la tecnología 3D DLP y cómo funciona?
El procesamiento digital de luz (DLP) es una tecnología de visualización utilizada en proyectores e impresoras 3D. Utiliza dispositivos de microespejos digitales (DMD) para reflejar la luz y crear imágenes. En la impresión 3D, las impresoras DLP utilizan una fuente de luz digital para curar la resina líquida capa por capa y construir un objeto 3D.
2. ¿Cuáles son los problemas más comunes de las impresoras 3D DLP?
Los problemas comunes de las impresoras 3D DLP incluyen mala calidad de impresión, impresiones desalineadas, resina que no se cura correctamente, separación de capas y fallos de impresión debido a un tiempo de exposición incorrecto o a componentes del proyector dañados. (Consulte la siguiente pregunta para evitar estos problemas).
3. ¿Cómo puedo solucionar la mala calidad de impresión en la impresión DLP?
Siga estas prácticas recomendadas para solucionar la mala calidad de impresión:
4. ¿Cuáles son las ventajas de la tecnología DLP frente a otras tecnologías de impresión 3D?
La tecnología DLP ofrece velocidades de impresión más rápidas en comparación con otras tecnologías de resina como la SLA, gracias a su capacidad para curar capas completas de una sola vez. También ofrece impresiones de alta resolución con gran precisión (hasta 50 µm en algunos sistemas), detalles finos y superficies lisas, lo que la hace ideal para modelos complejos, herramientas ergonómicas y aplicaciones dentales.
Además, puede imprimir materiales de alto rendimiento para diversas aplicaciones.
5. ¿Qué materiales se pueden utilizar en la impresión 3D DLP?
Las impresoras 3D DLP utilizan resinas líquidas que se curan con luz de 385 nm de longitud de onda. Estas resinas se presentan en diversas formulaciones, entre las que se incluyen resinas de uso general, resinas resistentes, resinas flexibles y resinas biocompatibles, lo que permite diferentes aplicaciones que van desde la creación de prototipos hasta la fabricación de bajo volumen.
6. ¿Es DLP adecuado para la impresión 3D de gran formato?
La tecnología DLP es más adecuada para impresiones de tamaño pequeño a mediano, ya que proyecta luz sobre una plataforma de construcción y cura la resina capa por capa. Las impresiones de gran tamaño pueden requerir tiempos de curado más largos y pueden no ser tan prácticas con la tecnología DLP. Para impresiones de gran tamaño, otras tecnologías como la estereolitografía (SLA) o el modelado por deposición fundida (FDM) pueden ser más eficientes.
7. ¿Qué precisión tiene la impresión 3D DLP?
La tecnología DLP es conocida por su alta precisión y detalle. Puede alcanzar resoluciones de impresión de tan solo 50 micras (0,05 mm), lo que la hace ideal para modelos detallados y piezas de uso final, que requieren una alta precisión y tolerancias estrictas.
8. ¿Qué industrias utilizan la tecnología de impresión 3D DLP?
La tecnología DLP se utiliza en diversas industrias, entre ellas la automotriz, la aeroespacial, las aplicaciones de consumo, los componentes de maquinaria industrial y otras. Estas industrias utilizan DLP para imprimir prototipos, ayudas para la fabricación y piezas de producción de uso final.
También se utiliza ampliamente en el sector sanitario para crear modelos dentales e implantes, así como componentes para dispositivos y equipos médicos.
9. ¿Cuáles son las diferencias clave entre la impresión 3D DLP y LCD?
10. ¿Cuáles son las diferencias clave entre la impresión 3D DLP y SLA?
Tanto la DLP como la SLA utilizan luz para curar la resina, pero la diferencia clave radica en cómo proyectan la luz. La DLP utiliza un proyector digital para curar toda una capa de una vez, mientras que la SLA utiliza un láser que traza la forma de cada capa.
Las tecnologías también utilizan diferentes longitudes de onda, lo que requiere diferentes materiales, por lo que son adecuadas para diferentes aplicaciones. La tecnología DLP tiende a permitir materiales de mayor rendimiento y es más rápida que la SLA, mientras que la SLA permite piezas más grandes. Ambas proporcionan impresiones de alta calidad.
11. ¿Cuáles son los componentes clave de una impresora 3D DLP?
Los componentes principales de una impresora 3D DLP incluyen la fuente de luz digital (proyector), la cubeta de resina y la plataforma de construcción (donde se crea la impresión). Los calentadores son opcionales, pero permiten una gama más amplia de materiales, incluidos los de alto rendimiento.
12. ¿Pueden las impresoras 3D DLP imprimir varios materiales a la vez?
Actualmente, la mayoría de las impresoras 3D DLP están diseñadas para imprimir con un solo material a la vez. Sin embargo, algunos sistemas avanzados pueden admitir la impresión con múltiples materiales utilizando diferentes resinas en diferentes capas o cambiando de resina durante la impresión, pero esto es menos común y requiere configuraciones específicas.
P3™ es nuestra versión patentada de la tecnología DLP, que utiliza fotopolimerización programable. Si bien todas las impresoras 3D DLP se basan en las dos últimas «P» (fotopolimerización), las impresoras Stratasys Origin añaden un sistema de sensores de circuito cerrado que permite un control total sobre el proceso, incluyendo:
El control minucioso de estos parámetros no solo permite a los usuarios avanzados un nivel de control del proceso extremadamente granular, sino que también garantiza un proceso muy fiable y repetible. La tecnología DLP P3 también es única por su mecanismo de separación neumática patentado. Todas las máquinas DLP deben tener algún mecanismo de separación, ya que las capas se imprimen en el fondo de la cubeta. La pieza se construye capa a capa de abajo hacia arriba, y la plataforma se eleva ligeramente después de imprimir cada capa. (Véase más arriba, «Uso de DLP para la impresión 3D»). Sin un mecanismo de separación, la última capa impresa puede pegarse al fondo de la máquina en lugar de a la plataforma de construcción o a la pieza parcialmente construida.
Hay varias formas de solucionar este problema, pero no todas son iguales.
El método neumático patentado por P3 aplica una fuerza de separación que despega gradualmente la nueva capa de la membrana en lugar de liberar toda la capa de una sola vez.
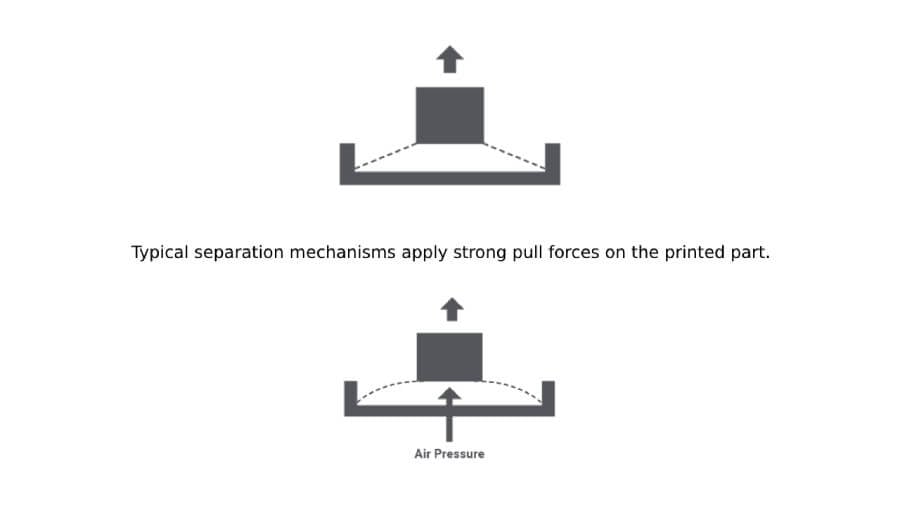
P3 DLP utiliza un mecanismo de separación neumático para aplicar una fuerza de separación mucho menor. La membrana se despega gradualmente de cada capa curada a medida que la plataforma de construcción se eleva.
Este método tiene varias ventajas:
La tecnología DLP se utiliza en una gran variedad de sectores que requieren alta precisión, fiabilidad, acabados superficiales de alta calidad y materiales de alto rendimiento. Entre los principales sectores que utilizan con éxito la tecnología DLP se incluyen:
A continuación se muestran algunos ejemplos de casos prácticos de algunos de nuestros clientes.
Reto:
Solución:
Reto:
TryTec quería entrar en el negocio de los dispositivos médicos. Tras reunirse con algunos profesionales médicos, comprendieron claramente la necesidad: encontrar una forma de limpiar los dispositivos endoscópicos rápidamente. Tenían una idea, pero la geometría era muy complicada. No parecía adecuada para el moldeo por inyección.
Solución:
La impresión 3D DLP combinó dos atributos esenciales necesarios para que este producto despegara:

