
Save time, reduce cost and improve safety by making jigs, fixtures and other manufacturing tools with 3D printing.










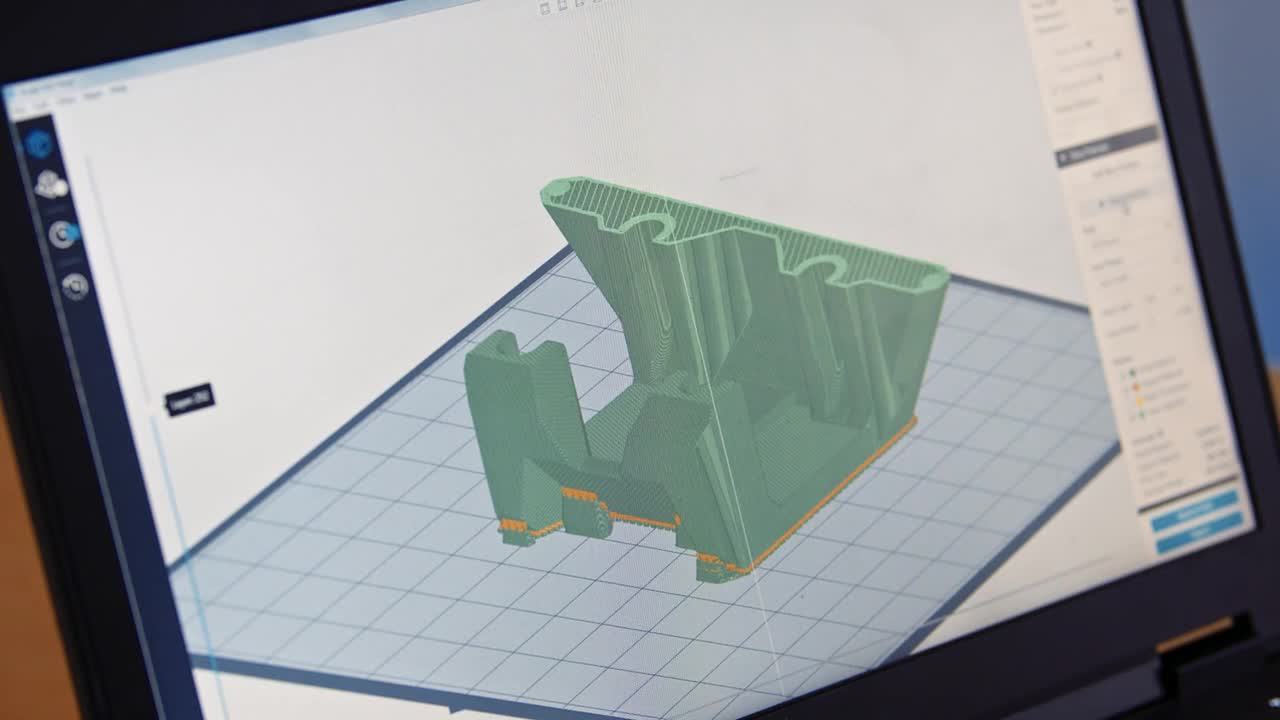

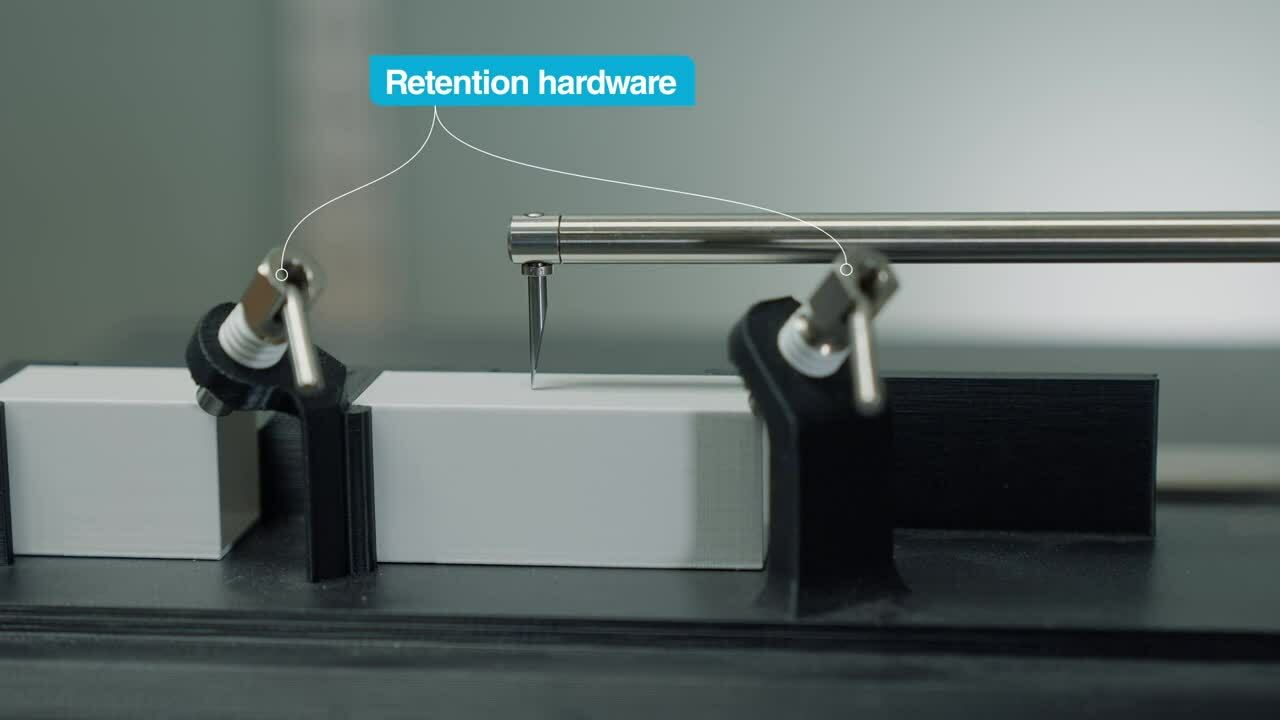

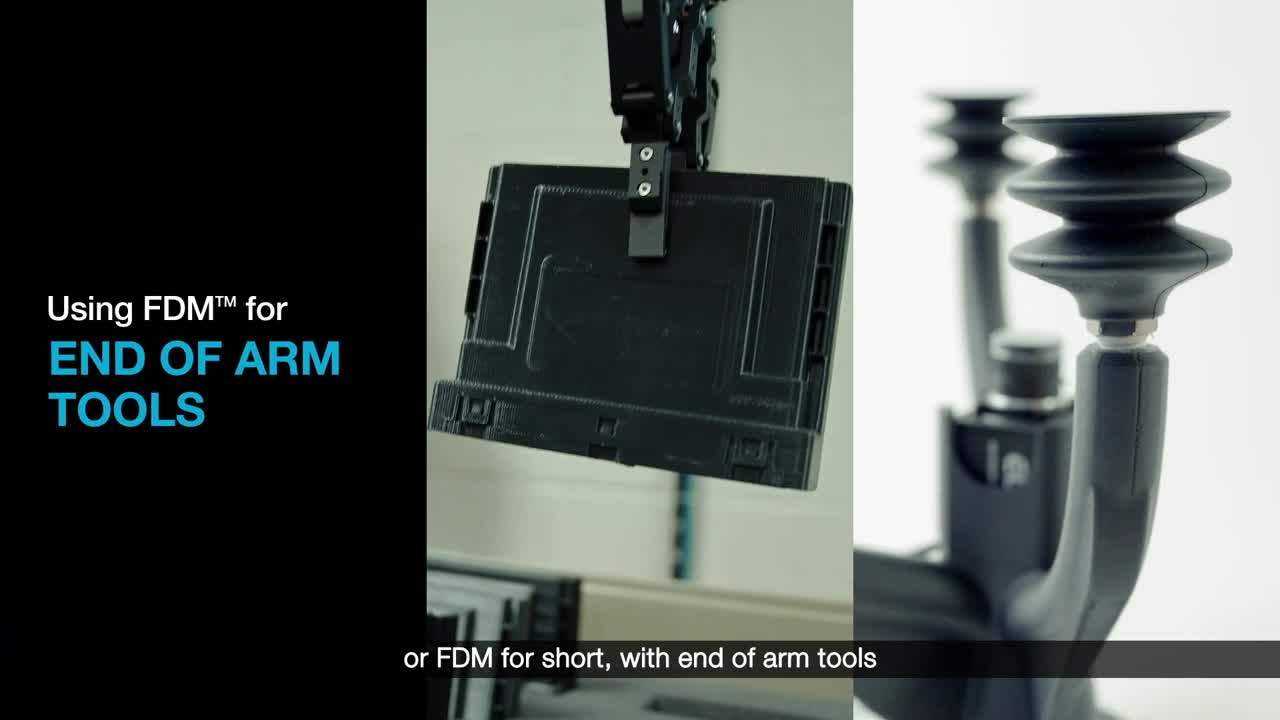




3D printing offers a much more efficient way to create jigs and fixtures, assembly and inspection aids, end-of-arm tooling, soft jaws, and forming dies. That’s because these tools can be printed in hours vs. days or weeks it takes with traditional fabrication methods. Jigs and fixtures manufacturing with strong thermoplastics offers a lighter alternative to metal, and 3D printing’s design freedom allows for optimal ergonomics and user-friendly tool designs.
All manufacturing operations use jigs and fixtures in some form, but making them with outdated methods is costly and time consuming. As this guide shows, 3D printing offers a better alternative.
Transform anyone on your team into a fixture designer. The fixturemate integration, powered by trinckle eliminates the CAD barrier with an intuitive workflow that takes you from workpiece upload to print-ready fixture in minutes—no design experience required.
Key Benefits:
Stop waiting weeks for custom tooling. Your operators and engineers can now create exactly what they need, when they need it.
These 3D printers represent suitable systems for jigs, fixtures and other tooling applications.
3D printed jigs and fixtures offer benefits across multiple industries.















