Waters Corporation is a company specializing in analytical technologies and associated scientific instrumentation. At its plant in Wilmslow, UK, the company’s chief focus is accelerating innovation on design and manufacture of systems used in mass spectrometry. This is a sophisticated analytical technology enabling scientists to analyze tiny quantities of chemical components to discover their composition on a molecular level.
One of the key technologies helping Waters accelerate this innovation is 3D printing. Six years ago the company invested in a PolyJet™ 3D printer, and recently upgraded to a Connex3. “We particularly like PolyJet technology as it is ideal for our high-precision, small assemblies, especially as we also require a high level of surface finish,” explained Haydn Murray, Mechanical Design Engineer at Waters. “What’s more, the Objet500 Connex3™ offers a larger bed so we can print multiple parts simultaneously, while the potential to have up to 100 materials, including blends and colors, on the tray at any one time is also advantageous. It’s great to have different prototypes in different colors as it helps us see designs more clearly when components are assembled.”
3D printing has played a key part in the development of some high-end instruments. “Before having a 3D printer in-house we would have to outsource and sometimes wait eight weeks for a prototype, and if we were ordering a one-off, we’d usually be at the bottom of the priority list,” said Murray. “Once we received the prototype, any modifications meant we’d have to start the process again. In contrast, we can now 3D print overnight and have our prototype the next day.”
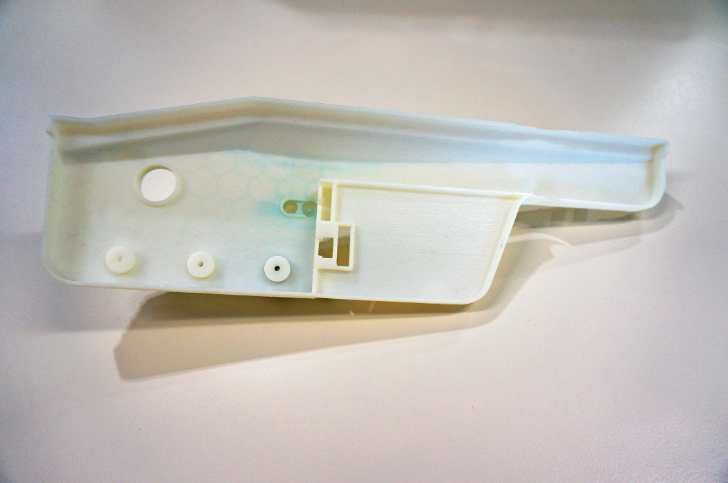
Demonstrating this capability, Waters’ engineers 3D printed a drip tray prototype for a new generation of mass spectrometers. Measuring 300 mm in length, the part was printed in Rigur™, an advanced simulated polypropylene material that offers durability and a high-quality surface finish. This office-friendly material delivers reliable performance and dimensionally stable prototypes, a key benefit for Waters. In the second iteration, the mechanical design team incorporated changes to the slots in the center of the prototype. These modifications accommodated a plug for mounting purposes, thus improving component ergonomics. “The first and second iterations of this part centered on basic, yet functional features,” explained Murray. “We need to get these aspects right before thinking about how the part looks.” At the next stage of the design process, engineers addressed component aesthetics.
Although the part is situated behind a door, it is regularly seen by the end user. “Obviously, aesthetics are not important at the start of the prototyping process, but in the third iteration we began to have a more clear idea on how we wanted the part to appear visually,” said Murray. “As a result, the component was extended considerably to add balance, while we also took the opportunity to introduce a recessed pocket as a convenience feature upon which tools can be rested.”
The fourth design saw the introduction of a few final refinements. For example, dimples were added to the bosses for user identification, while a central recess was removed for aesthetic reasons. This kind of design iteration let Waters’ engineers quickly arrive at the optimal configuration without the high cost associated with conventional manufacturing. “Each prototype took around four to five hours to print,” explained Murray. “We would print overnight, arriving in the morning to assess the prototype and start thinking about any necessary modifications. Prior to having a 3D printer we’d be looking at well in excess of a week for each one. Furthermore, the cost would have likely been around £300 each, so the savings are considerable.”
