Printers
- PolyJet Legacy Printers
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 & J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2 Family
- Objet24/30 V3 Family
- Objet30 V5 Pro & Prime
- Objet260 Connex 1-2-3
- Objet260 Dental & Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
Materials
- Stereolithography Materials
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
Finishing Processes

In this section you can find information about Finishing Processes, such as:
- Best Practices: provides an explanation of best-known practical methods to resolve various challenges in the 3D Printing process.
- Application Brief: provides to prospects a brief, high-level overview of an application and what it can do.
- Guide: describes, briefly, a certain application and the ways to perform it.
- Case Study: illustrates how 3D Printing provided an added value for a specific customer.
Polishing Coated Parts - PolyJet Printers
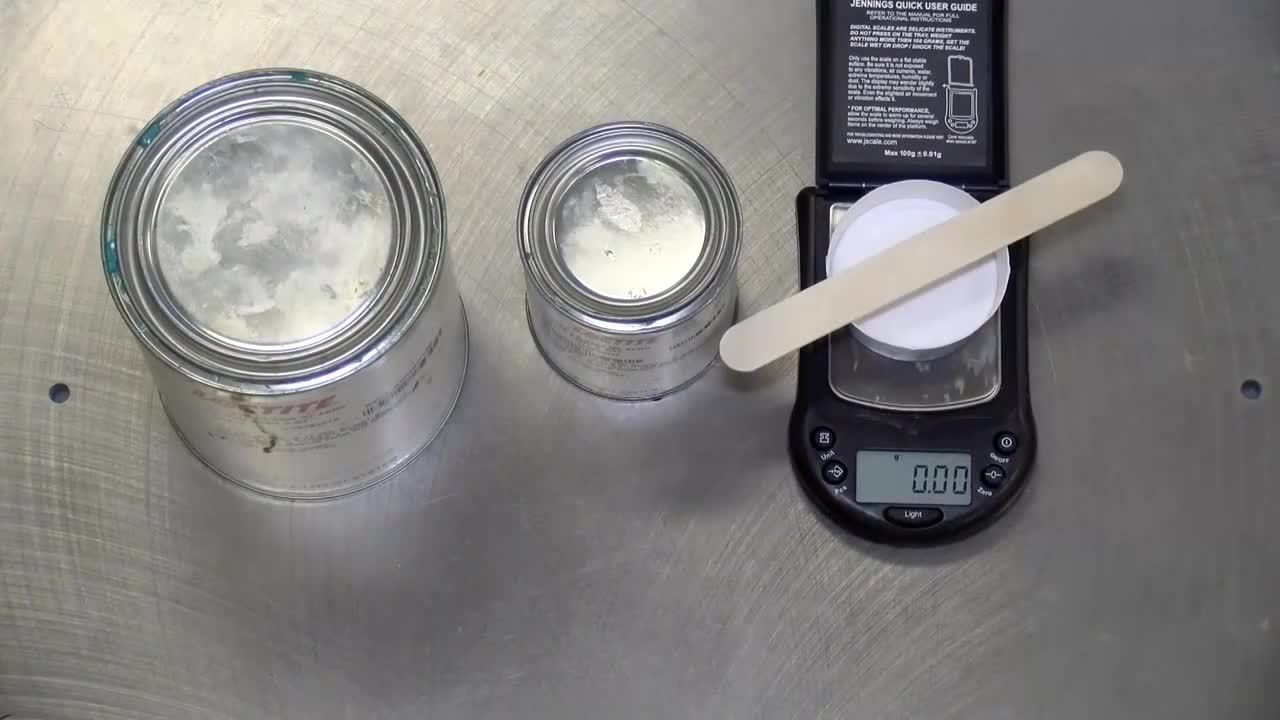
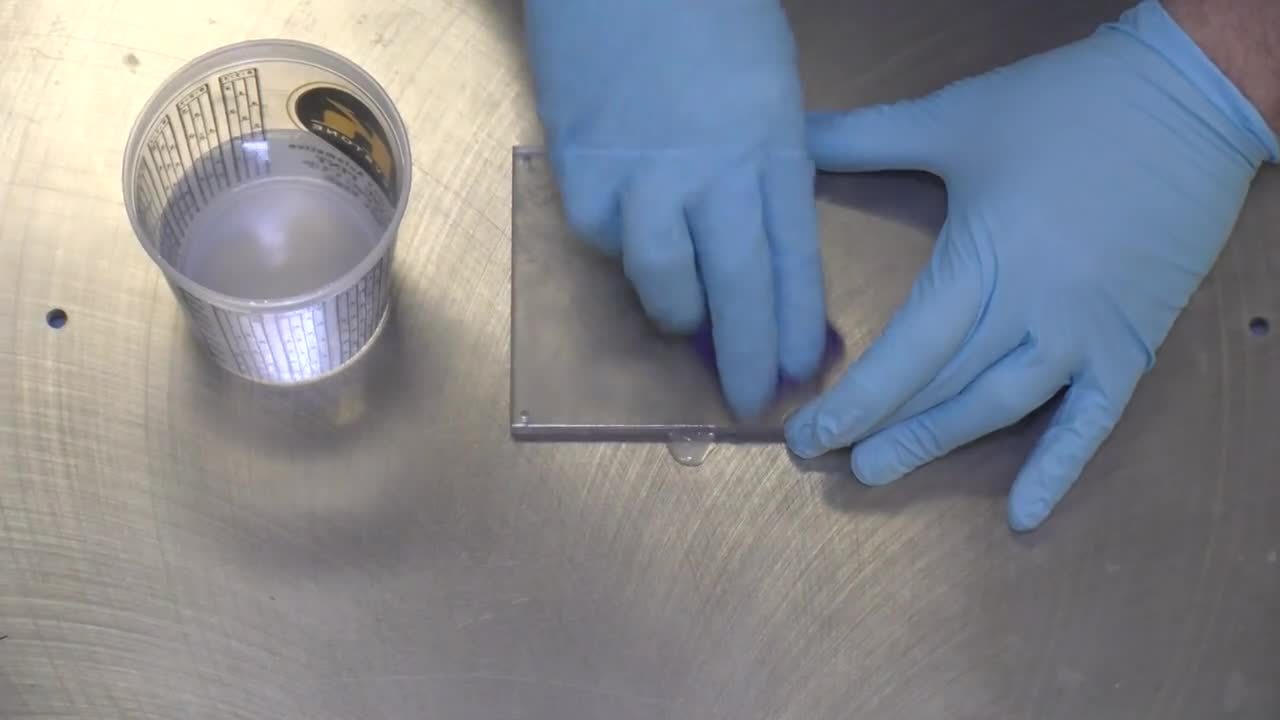
Bonding with Epoxy for FDM Printers
GrabCAD Tutorials




|